



厂商 :深圳睿松达科技有限公司
广东 深圳- 主营产品:
- 除油粉
- 镁合金钝化液
- 铝酸脱




无铬铝皮膜剂产品很好的解了国内目前使用的Cr6+、Cr3+的环保问题,同时也解决了水质污染和对人体的危害问题,并且废水处理简单,中和后仅加少量的絮凝沉淀剂即可排放。本产品与金属件同涂层的结合力优异,适用工艺广泛。
一、主要成份:
无机酸,有机酸、氧化剂、络合剂、添加剂。
二、产品特点:
①、本产品可同时处理铝材、铝合金、镀锌板等材料,经测试各项相关的涂装性能均 达到客户要求。
②、本产品不含有Cr6+、Cr3+等重金属,符合欧盟ROHS指令要求,符合国际、国内内环保产品的发展方向;废水处理简单,中和后,加少量的沉淀剂,即可排放。
③、产品为无色无味透明液体,在处理铝板和铝型材时,其表面会生成一层无色或薄薄的淡蓝色膜;处理压铸喷砂件时,其表面会生成一层深蓝或淡红色膜层。
④、膜层致密、细腻均匀,耐腐蚀性强,耐水煮性好,同时能大大提高与金属件同涂层的结合力。
⑤、工艺适合喷淋和浸泡,不需要表调工艺和添加促进剂,成膜速度快,单组使用,且操作的范围容易控制。
⑥、可常温使用,稍加低温效果更佳,无沉淀产生,适用于喷淋和浸泡。
⑦、中性盐雾实验结果可达到>120小时(在本公司实验室测试结果)。
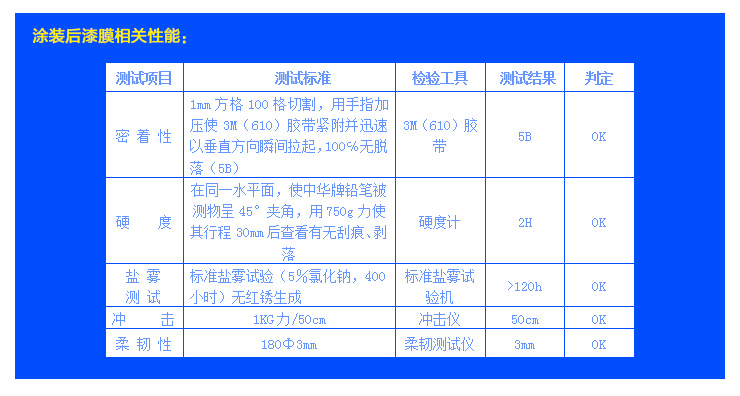
三、涂装后漆膜相关性能:
|
测试项目 |
测试标准 |
检验工具 |
测试结果 |
判定 |
|
密 着 性 |
1mm方格100格切割,用手指加压使3M(610)胶带紧附并迅速以垂直方向瞬间拉起,100℅无脱落(5B) |
3M(610)胶带 |
5B |
OK |
|
硬 度 |
在同一水平面,使中华牌铅笔被测物呈45°夹角,用750g力使其行程30mm后查看有无刮痕、剥落 |
硬度计 |
2H |
OK |
|
盐 雾 测 试 |
标准盐雾试验(5%氯化钠,400小时)无红锈生成 |
标准盐雾试验机 |
>120h |
OK |
|
冲 击 |
1KG力/50cm |
冲击仪 |
50cm |
OK |
|
柔 韧 性 |
180Ф3mm |
柔韧测试仪 |
3mm |
OK |
|
NOTE: |
||||
四、工艺流程:
脱脂(3-8分钟)——水洗(两次)——除灰出光或表调(30-150秒)——水洗(两次)——皮膜(3-8分钟)——水洗——去离子水洗——烘干——喷涂
五、产品使用:
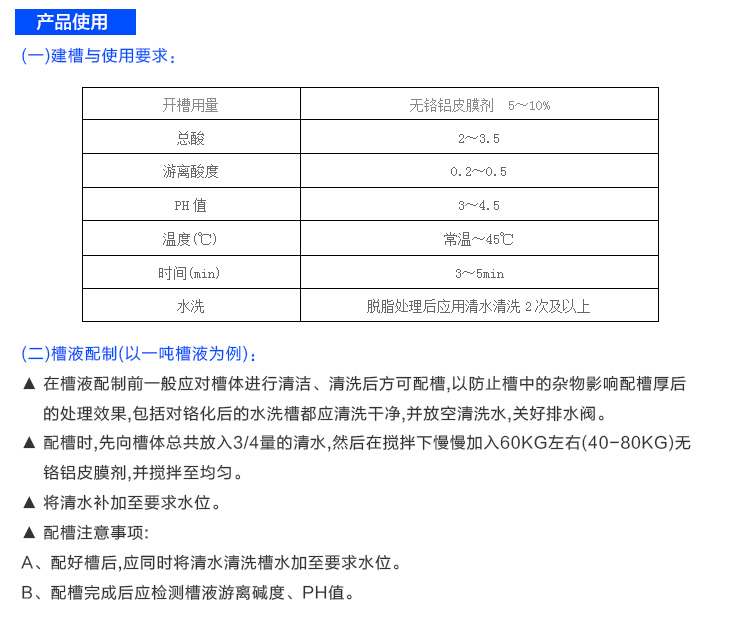
(一)建槽与使用要求:
|
开槽用量 |
无铬铝皮膜剂 5~10% |
|
总酸 |
2~3.5 |
|
游离酸度 |
0.2~0.5 |
|
PH值 |
3~4.5 |
|
温度(℃) |
常温~45℃ |
|
时间(min) |
3~5min |
|
水洗 |
脱脂处理后应用清水清洗2次及以上 |
(二)槽液配制(以一吨槽液为例):
1、在槽液配制前一般应对槽体进行清洁、清洗后方可配槽,以防止槽中的杂物影响配槽厚后的处理效果,包括对铬化后的水洗槽都应清洗干净,并放空清洗水,关好排水阀。
2、配槽时,先向槽体总共放入3/4量的清水,然后在搅拌下慢慢加入60kg左右(40-80kg)无铬铝皮膜剂,并搅拌至均匀。
3、将清水补加至要求水位。
4、配槽注意事项:
a、配好槽后,应同时将清水清洗槽水加至要求水位。
b、配槽完成后应检测槽液游离碱度、PH值。
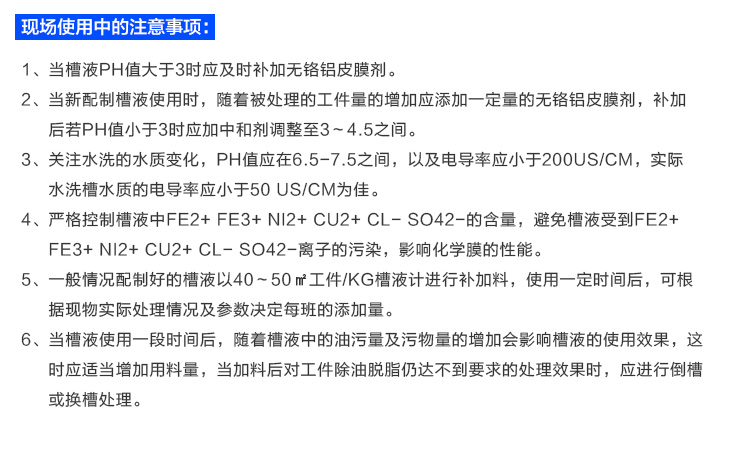
六、现场使用中的注意事项:
1、当槽液PH值大于3时应及时补加无铬铝皮膜剂。
2、当新配制槽液使用时,随着被处理的工件量的增加应添加一定量的无铬铝皮膜剂,补加后若PH值小于3时应加中和剂调整至3~4.5之间。
3、关注水洗的水质变化,PH值应在6.5-7.5之间,以及电导率应小于200us/cm,实际水洗槽水质的电导率应小于50 us/cm为佳。
4、严格控制槽液中Fe2+ Fe3+ Ni2+ Cu2+ Cl- SO42-的含量,避免槽液受到Fe2+ Fe3+ Ni2+ Cu2+ Cl- SO42-离子的污染,影响化学膜的性能。
5、一般情况配制好的槽液以40~50㎡工件/kg槽液计进行补加料,使用一定时间后,可根据现物实际处理情况及参数决定每班的添加量。
6、当槽液使用一段时间后,随着槽液中的油污量及污物量的增加会影响槽液的使用效果,这时应适当增加用料量,当加料后对工件除油脱脂仍达不到要求的处理效果时,应进行倒槽或换槽处理。









