



厂商 :沧州友瑞管道装备有限公司
河北 沧州- 主营产品:
- 弹簧支吊架
- 橡胶软接头
- 补偿器
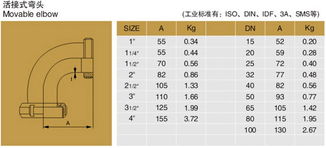
供应用于管道连接的90度 DN80弯径弯头价格 变径弯头生产厂家






产品有特殊要求时仍在使用。弯头的冲压成形采用与弯头外径相等的管坯,使用压力机在模具中直接压制成形。
在冲压前,管坯摆放在下模上,将内芯及端模装入管坯,上模向下运动开始压制,通过外模的约束和内模的支撑作用使弯头成形。
与热推工艺相比,冲压成形的外观质量不如前者;冲压弯头在成形时外弧处于拉伸状态,没有其它部位多余的金属进行补偿,所以外弧处的壁厚约减薄10%左右。但由于适用于单件生产和低成本的特点,故冲压弯头工艺多用于小批量、厚壁弯头的制造。
1、焊条使用时应保持干燥,钛钙型应经150℃干燥1小时,低氢型应经200-250℃干燥1小时(不能多次重复烘干,否则药皮容易开裂剥落),防止焊条药皮粘油及其它脏物,以免致使焊缝增加含碳量和影响焊件质量。弯头焊接时,受到重复加热析出碳化物,降低耐腐蚀性和力学性能。焊后硬化性较大,容易产生裂纹。若采用同类型的焊条焊接,必须进行300℃以上的预热和焊后700℃左右的缓冷处理。若焊件不能进行焊后热处理,则应选用铬镍不锈钢焊条。弯头
3、由于上述二条原因,可以缩短制造周期,生产成本大大降低。
耐磨弯头能得到市场的青睐并不断取代一些传统的防磨材料,根本原因在于其优异的产品品质,以及在与传统防磨材料,如铸石、铸钢和离心浇注陶瓷材料相比所具有的多方面优势。
所采用的管坯直径小于弯头直径,通过芯模控制坯料的变形过程,使内弧处被压缩的金属流动,补偿到因扩径而减薄的其它部位,从而得到壁厚均匀的弯头。
热推弯头成形工艺具有外形美观、壁厚均匀和连续作业,适于大批量生产的特点,因而成为碳钢、合金钢弯头的主要成形方法,并也应用在某些规格的不锈钢弯头的成形中。
-
 河北屋面检修孔-楼顶人孔盖板生产厂家-屋面保温检修孔-定制批发
河北屋面检修孔-楼顶人孔盖板生产厂家-屋面保温检修孔-定制批发
-
 河北碳钢弯头,弯管弯头生产批发厂家,90度无缝碳钢弯头价格,定制
河北碳钢弯头,弯管弯头生产批发厂家,90度无缝碳钢弯头价格,定制
-
 山东罩气型通气帽-罩气型通气帽生产厂家-批发定制-价格多少
山东罩气型通气帽-罩气型通气帽生产厂家-批发定制-价格多少
-
 铸铁透气帽-河北铸铁透气帽厂家-铸铁通气帽安装-批发-定制多少钱
铸铁透气帽-河北铸铁透气帽厂家-铸铁通气帽安装-批发-定制多少钱
-
 北京不锈钢雨水斗,不锈钢雨水斗多少钱一个,不锈钢87型雨水斗规格,厂家
北京不锈钢雨水斗,不锈钢雨水斗多少钱一个,不锈钢87型雨水斗规格,厂家
-
 河北虹吸雨水斗-不锈钢虹吸雨水斗厂家-侧入式雨水斗批发价格-定制
河北虹吸雨水斗-不锈钢虹吸雨水斗厂家-侧入式雨水斗批发价格-定制
-
 碳钢法兰-河北碳钢法兰厂家-管道设备连接用法兰价格-哪里好-多少钱
碳钢法兰-河北碳钢法兰厂家-管道设备连接用法兰价格-哪里好-多少钱
-
 虹吸雨水斗厂家-河北友瑞牌雨水斗-检查口排水漏斗-厂家定制-批发-多少钱
虹吸雨水斗厂家-河北友瑞牌雨水斗-检查口排水漏斗-厂家定制-批发-多少钱
-
 河北罩气型通气帽-罩气型通气帽生产厂家-弯管水池通气帽-定制-哪里有
河北罩气型通气帽-罩气型通气帽生产厂家-弯管水池通气帽-定制-哪里有
-
 雨水斗型号 河北友瑞雨水斗批发 虹吸排水雨水斗价格 供货商 哪里好
雨水斗型号 河北友瑞雨水斗批发 虹吸排水雨水斗价格 供货商 哪里好