


厂商 :东莞市大前金颜料有限公司
- 主营产品:
- 免喷涂色母
- 金属色母
- 金属色母粒
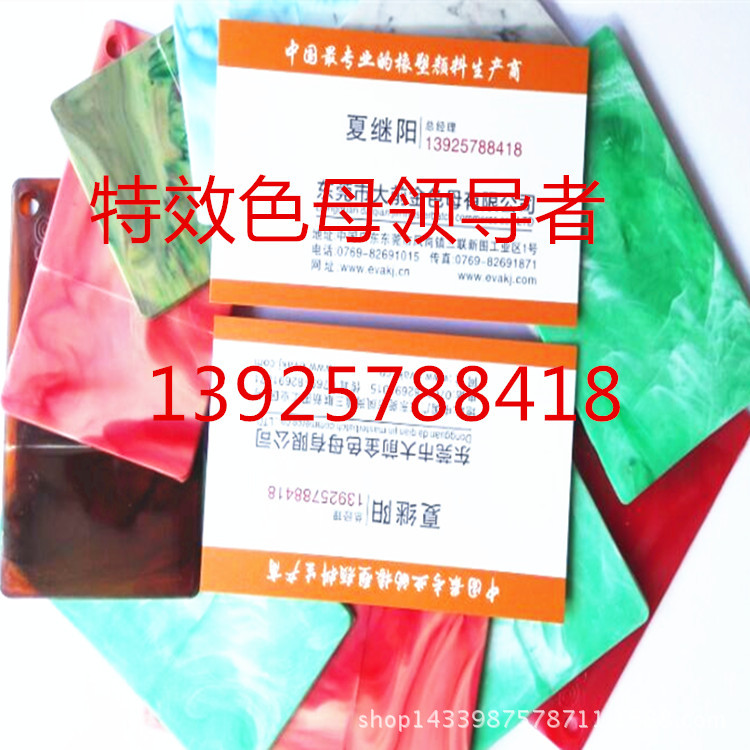
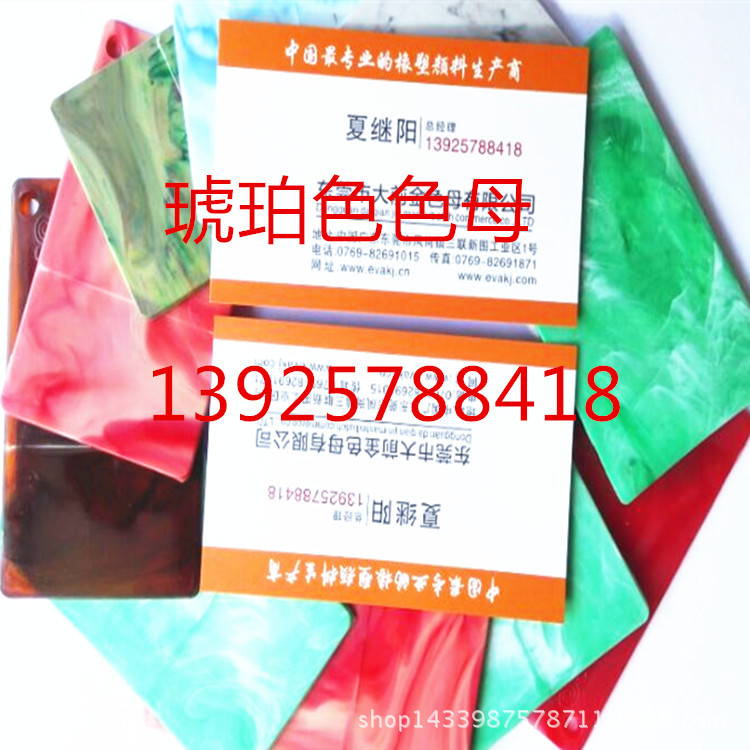
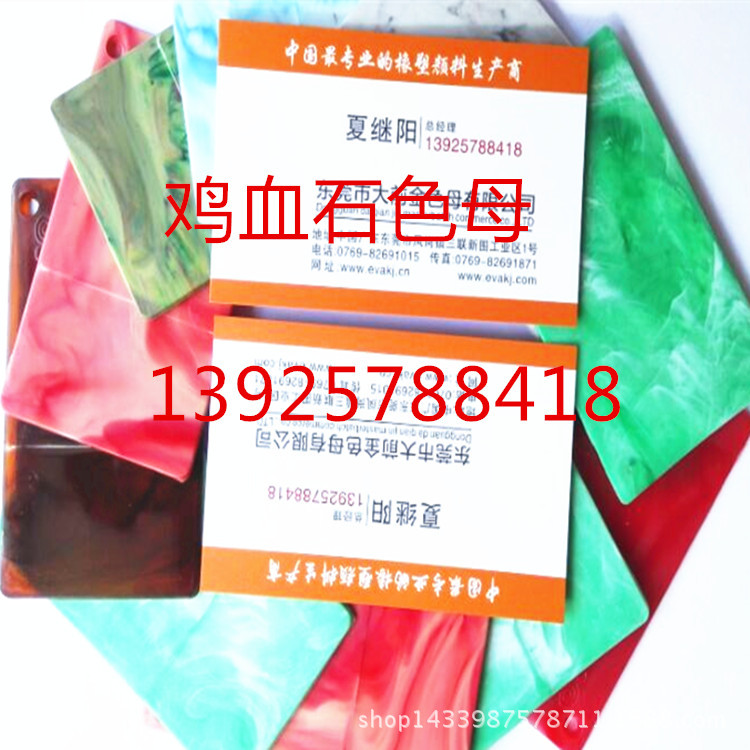
一、应用及特点: 该系列产品可用于(ABS、AS、HIPS、GPPS、TPR、PP、PE等)载体和颜料、助剂均经过严格筛选,具有良好的分散性和耐高温加工稳定性,高温挥发性低,并可改善结晶树脂的加工性。可应用于各种电器罩、电器外壳、玩具、食品容器、透明或半透明产品等领域。
二、主要技术指标
|
序号 |
项目 |
技术指标 |
|
1 |
外观 |
圆柱状颗粒 |
|
2 |
耐温性 |
160-230℃ |
|
3 |
高温挥发性 |
< 0.3% |
|
4 |
抗老化性能 |
视顾客要求 |
三、常规比例:1:25 = 4%(因材料和制品种类而不同)可以自行调整比例。
四、参考比例:0.5%—4%用户也可按照产品色泽要求自行调配。
五、使用方法:按规定配比与本白料混合均匀烘干后即可使用
六、包装:25kg/袋纸塑复合袋
七、贮运:按非危险品贮运,存放于通风干燥仓库
八、射出机流纹操作方法(供参考)



1.加工温度:使用流纹色母时,请务必记得启动射出之冷却系统倘若您
的射出机型有5 段温度设定。第3、4、5 段之温度设定必须相同。射出的产品若无流纹效果(表示色母
已完全融解,以致无法现出纹路效果),请试着调降您的加工温度。
2.射出压力(背压):开始操作时,背压需为0。成品上若有粒状色母呈现,表示色母未适当融解,则
试着调高射出机之加工温度(每次调整以3~5 度为原则),假使仍无法改善,再增加背压,背压调整后,
反而色母融解过头导致流纹效果不明显时,则再调降背压。
3.射出速度:设定射出速度时,第一段的射速必须低于第二段的速度,使得第二段的产生推力推进第
一段。在射出口附近无法产生流纹效果时,请调降射出速度。
4.进胶点(灌点)大小:进胶点之大小也会影响流纹效果。关于小样产品之进胶点,建议宽度加宽而非
加大,呈"︱"或"一"字而非"·"字型,产生之纹路效果较好。进胶点较小者,需调高第二段之射出速度,
反之则调低第二段之射出速度。
5.加工温度设定参考表:(括号内是以本公司3.5OZ 的射出机台模具制作之参考值)
软胶级(PP)硬胶级(ABS)射出(速度、压力)
第一段高温 (220℃)高温(235℃)(62Kgf/cm2)
第二段中或低温(175℃-195℃)中或低温(210℃)(64Kgf/cm2)
第三段低温 (175℃-195℃)低温(210℃) (75Kgf/cm2)
第四段温度 (175℃-195℃)低温(210℃) (75Kgf/cm2)
第五段温度 (170℃-180℃)低温(210℃) (75Kgf/cm2)
※注意:
1.关于轴心转速的设定,软胶级流纹需设定慢速,硬胶级流纹需设定中上的转速。
2.当流纹的纹路效果调整出来后,较低的加工温度可产生较粗的纹路效果,反之,较高的加工
温度可产生较细的纹路效果。
3.射出机因为有料停在料管之情形,所以加工温度设定较压出机为低。
※实际操作温度会因原料种类,机型使用之模具而有所差异。
※因客注塑机加工温度段长短不一致,流纹效果根据个人喜欢可调节射压或背压获取满意的效果。
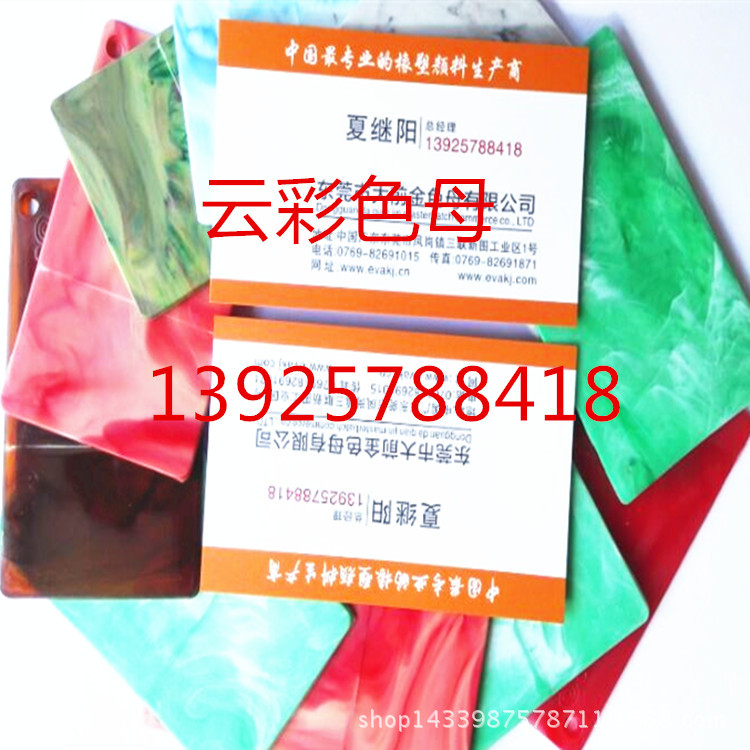
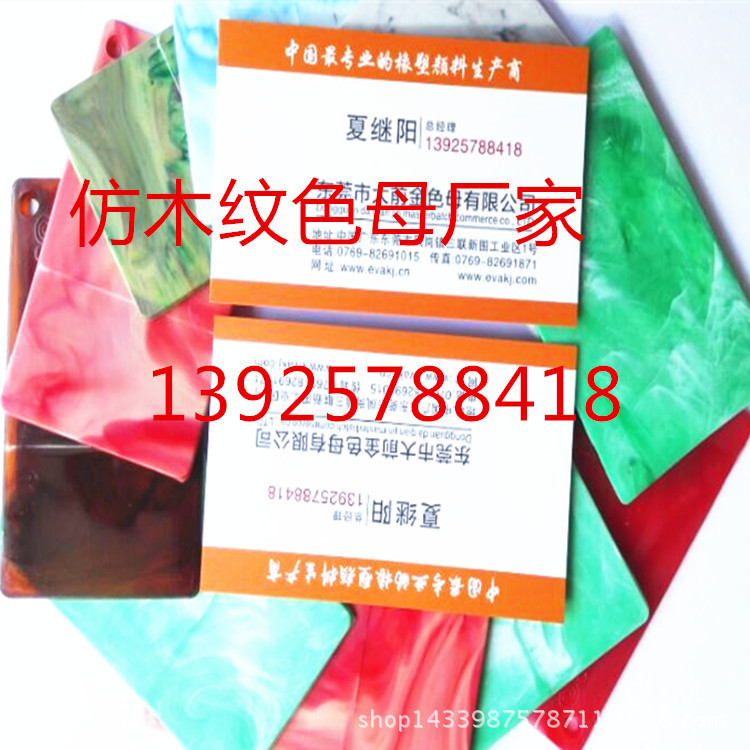
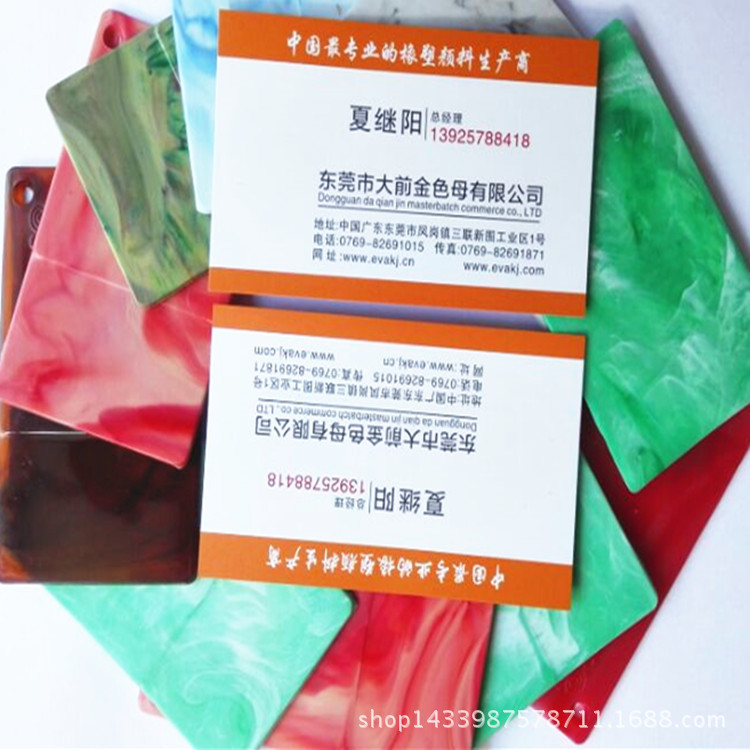
专业生产彩色母粒、功能母粒、FDA食品级色母粒、低烟无卤色母粒、黑色母粒、白色母粒、流纹色母粒、木纹色母粒、仿藤条色母粒、云彩效果色母粒、仿大理石纹色母粒、仿玉石色母粒、仿云石色母粒、流纹云色母粒、斑纹色母粒、仿翡翠色母粒、花岗岩效果色母粒、建材色母粒、塑木型色母粒、抗紫外线色母粒、抗老化色母粒、医疗级色母粒等产品,大部分可提供SGS、FDA检测报告,广泛应用于日用塑胶制品、家电外壳、饮水机外壳、手机壳、百叶窗帘、玩具、塑料家具、木地板、工艺饰品、文化用品、儿童用品、装饰用品、首饰、项链等领域,欢迎来样来图订做高难度特殊效果色母粒。
东莞市大前金颜料有限公司
联 系 人:夏继阳 先生 (研发部 研发部总经理)




