



厂商 :云南雷迈机械设备
云南 昆明市- 主营产品:
- 粉碎设备
- 机械设备
- 干燥设备
35冲旋转式压片机
一、主要用途:
本机是一种双压式自动旋转连续压片的机器,将颗粒状原料压制成片剂。它主要应于制药工业的片剂生产,同时用于化工,食品,电子等工业部门。机器转盘开异形槽即可压制各类异形片剂产品。根据订货要求,可以压制双层片。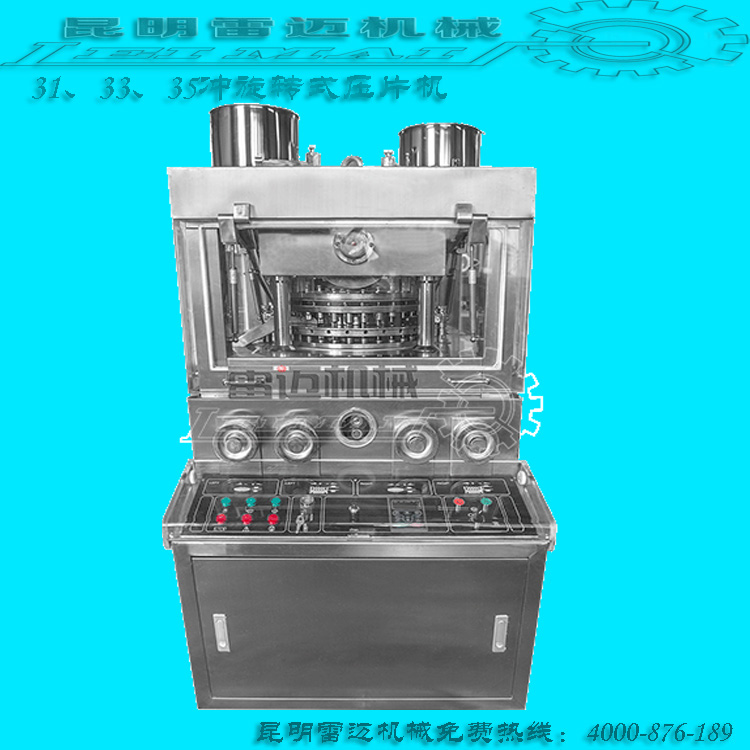



二、工作原理:
1外围罩壳为全封闭式,材料采用不锈钢,内部台面用不锈钢材料,能保持表面光泽及防止交叉污染,符合GMP。
2 用透明防护罩可以清楚地看到机械操作的情况。且能全部打开易于清洗和保养。
3 转速为无极调速,可以任意调节。
4 实现机电一体化,采用触摸键及显示屏(转速,产量,故障)等显示
5 传动系统密闭在机器主体下方油箱中,是安全分隔的独立部件,不会互相污染,又使传动轴侵润油池中,得到充分的润滑,噪音和磨损减少。
6 机械装吸尘装置,能将压制室内飞扬的粉尘吸收干净。
7 冲模可与XYP19,33,35,37压片机通用。
8 压制双层片时,产量比压单层片减少一半。
三、技术参数:
型 号
|
XYP-35D
|
冲模数(付) |
35
|
最大压片压力(千牛) |
80
|
最大压片直径(毫米) |
13(异special)16 |
最大充填深度(毫米) |
15
|
最大片剂厚度(毫米) |
6
|
转 盘 转 速(转/分) |
5-36
|
生 产 能 力(片/时) |
150000
|
电 动 机 (千瓦) |
4
|
外 形 尺 寸(毫米) |
950*1230*1670
|
主 机 重 量(公斤) |
1850
|
|
出厂价 |
电议 |
注:片重差异≤±3%
旋转式压片机结构特征:
1、本机的上半部为压片结构:它的组成主要为上冲、中模、下冲三个部分连成一体,周围35付冲模均匀排列在转盘的边缘上、上下冲杆的尾部嵌在固定的曲线导轨上,当转盘作旋转运动时,上下冲即随着曲线轨导作升降运动而达到压片目的。
2、主要工作过程分为:⑴充填;⑵压片;⑶出片。三道程序连续进行,充填和压片有调节控制机构,附有表牌说明,操作简易。
3、本机采用流栅式加料机构,能使物料均匀地充满模孔,减少片重差异。
4、电动机装在机座内,用三角皮带拖动蜗杆传动转盘,并在电动机轴上装置无级变速皮带轮,通过电机的移动,可任意调节速度,使用安全可靠无噪音。
5、机座的侧面装有吸粉箱,其中有鼓风机、储粉室、滤粉室,当机器在高速运转中,产生飞粉和中模下坠的粉末,通过吸粉嘴排除之,不致粘结塞住,保持运转平稳正常。
机构造说明:
1、上压轮架装置
上盖为整体铸件,槽内装压轮,它套在曲轴上,轴外端有械杆连接螺旋弹簧,当压轮面上受压过大时,使曲轴的偏心力矩作用而使弹簧压缩,增大上下压轮间距离,减低压力,借以保护件和冲模模的安全使用,压力的调节,旋转花形手把改变弹簧的长度,使弹簧的压力恰至足够需要。
2、上轨道装置
导轨盘为一圆盘形,周围嵌有经过热处理的导轨片,用螺钉紧固,上冲尾部的凹槽沿着导轨的凸边运转,而作有轨迹的升降运动。
3、35孔转盘装置
转盘为一整体铸件,周围有35个垂直均匀排列的模孔,孔内装置35付冲模,整体套在固定立轴上,工作时由蜗杆传动,整体的转盘它抱着全部冲模作顺时针方向旋转。
4、传动轴附离合器装置
传动轴水平安装在轴承托架内,中间有蜗杆,前端有试车手轮,后端为锥形圆盘离合器,有手柄控制开关与停车,离合器的接触靠螺旋弹簧的压力传输,若机器的负荷超过弹簧的压力时,就发生打滑,这样勿使机器遭受严重的损坏。
5、加料器装置
圆桶锥底形料斗和月形回流栅式的加料器,为供料给压轮压片。加料器的装置注意其平面应校准至将碰面末碰转盘面,一般留空隙0.03-0.1毫米,空隙可由支柱装置调节。粉量调整方法,在料斗架的顶部有一滚花螺钉,为调节料斗的高度,控制粉子的流量,其高度须根据颗粒的大小和充填量,可观察栅式加料器内粉子的积贮量勿外溢为合格。调整后应将侧面的滚花螺钉旋紧。
6、主体、下导轨、下压轮装置
主体为一方箱形,长方形槽内装下压轮,其平面上装有一副经过热处理的轨导,用螺钉紧固着,当下冲在运行时,它的尾部嵌在轨导槽内,随着槽的坡度而作升降运动,轨导的末端有一个圆孔,用圆面积片盖着,为装置下冲之用,下压轮装在主体的槽内,它套在曲轴上,曲轴的外端装有斜齿轮和蜗杆连结,旋转蜗杆,通过齿轮的减速而作微量的转动,当轴的偏心向上时,压轮上升,压力增加片薄,下则片厚,借以控制片剂的厚度和软硬。表牌上的标记从0-6相应于片剂的厚度,由于斜齿轮有自锁作用,允许在运转中进行调节,但调整后,应将中间的花形手把扳紧。
7、充填调节装置
充填调节机构装置在主体的内部,在主体的平面上可观察到月形的充填轨,它由螺旋的作用而上升或下降来控制充填量,圆盘上的表牌刻度从0-45等于充填量每格0.01毫米,转动圆盘进行调节时,向右转充填量增加,向左转减少,在圆盘右边装有0-15表尺为充填量,单位为毫米。
8、机座及电动机装置
机座为一立体方箱形,电动机装在座内的活动板上,凋节速度时,旋转机座外圆形手轮,调节时先松手轮中心的滚花螺母后转动手轮,向左旋快,向右旋慢,调整后应将滚花螺母上紧,机座内装有电器,在前门上装有电流表,按钮开关和红绿指示灯,电源接通时红灯亮。表示线路有电,当开动电动机后,红灯灭绿灯亮表示电动机已正常运转,电流表为测定电动机的负荷用。
9、吸粉器装置
吸粉箱为一长方体,装在机座的左侧面,其后面有鼓风机,用三角皮带传动,下为储粉室,上面为滤粉室,内有圆形滤粉布袋5只,当鼓风机工作时产生吸力,使冲模上产生的飞粉和中模下堕的粉末通过吸粉管堕入储粉室中,气体即转弯上升通过滤粉袋排出,气中所含的微粉粒留在滤粉袋内,因此使用一定时间后,可能使滤粉袋窒塞,失去效用,这时须停车,将滤粉袋和储粉盘内的粉粒,开门排出,注意门和粉管等腰三角形装置,其结合处漏气,否则会影响吸粉的效能。
10、C型无级变速轮装置
它装置在电动机轴上,其内部有两片斜面的活片,靠12个螺旋弹簧两面顶住,产生正压力,变速方法为移动电动机,使两轮之间距离改变,而三角带在活片槽内相应地增大或减少半径,由于半径的改变而速度改变,从而达到一定范围的无级变速要求。
冲模装法:
冲模装置前,首先要拆下料斗、加粉器、加料器架等零件,并将转盘的工作面、模孔和安装的冲模逐件揩擦干净,做好准备工作,依照以下步骤进行安装。
(1)中模装置:将转盘上的中模固紧螺钉逐件族出与转盘外圆面积平,勿使中模装入与螺钉的头部碰着,中模装置甚紧,放置时要平,可用中模打棒(随机工具)则上冲孔穿入,用于锤轻轻打入,中模进入模。孔生其平面不可高出转台平面为合格,然后将螺钉固紧之。
(2)上冲装置:应将上导轨盘的缺口处嵌舌扳上,中杆的尾部涂些植物油,逐件插入孔内,用大拇指和食指旋转冲杆,检验头部进入中模上下及转动灵活,须无硬擦现象为合格,全部装妥后应将嵌舌扳下。
(3)下冲装置:拉开主体上的小门,由主体的圆孔装上,装法与上冲同,装妥后必须将圆片盖平。
(4)冲模全部套装毕后,将拆下的零件按原位置装好,用手继续转动试车手轮,使转盘旋转1-2转,观察上下冲进入中模孔和在曲线导上行动,必须灵活无碰撞和硬擦现象,开动电动机,使空车运转2-3分钟,平稳正常即可投入生产。
使用注意事项:
1、使用前须重复检查冲模的质量,是否有缺边、裂缝、变形和紧松不全情况及装置是否完整良好等工作。
2、检查颗粒原料的粉子是否干燥及颗粒中的粉末含量最好不超过10%。如不合格的不要硬压,否则会影响机器的正常运转及使用寿命和原料损耗。
3、初次试车应将压力调节器控制的指示针放置6上,将粉子倒入斗内,用手转动试车手轮,同时调节充填和压力,逐步增加到片剂的重量和硬软程度达到成品要求,然后先开动电动机,再开离合器,进行正式运转生产,在生产过程中,须定时抽验片剂的质量,是否符合要求,必要时进行调整之。
4、速度的选择对机器使用的寿命有直接的影响,由于原料的性质粘度及片径大小和压力在使用上不能作统一规定,本机的结构无级变速装置,慢速适用于压制矿物、植物草素、大片径、粘度差等和快速难以成型的物料。快速适用于压制粘合,滑润性好的和易于成型物料。因此,使用者必须根据实际情况而定。
5、管理人员必须熟悉本机的技术性能,内部构造,控制机构的使用原理及运转期间不得闻开工作地点,为防止发生故障而损坏机件,借以保证安全生产为前提。
6、在使用中要随时注意机器响声是否正常,遇有尖叫声和怪声即行停车进行检查消除之,不得勉强使用。 7、机器设备上的防护罩、安全盖等的装置不要拆除,使用时应装妥。
8、冲模需经严格探伤试验和外形检查,要无裂、变形、缺边,硬度适宜和尺寸的准确,如不合格的切勿使用,以免机器遭受严重损坏。
9、加料品装置与转台面平,高低准确,如高则产生漏粉,低则有铜屑磨落影响片剂质量。
10、细粉多的原料不要使用,因它会使上冲飞粉多,下冲漏料多,影响机件容易磨损和原料损耗。
11、不干燥的原料不要使用,因它会使粉子粘在冲头面上
12、运转中如有跳片或停滞不下,切不可用手去取,以免造成伤手事故。
13、开车应先开动电动机,待运转正常后,再开动离合器。
14、使用中如发现机器震动异常或发生不正常怪声,应立即停车检查。
15、使用中压不要过大,一般以电动机的负荷来测定,用380伏电动机在压片时的重载电流以不超过4安培为正常。
16、片重差异增加,在加片过程中,重量差异不能超过出药典所规定的限度,方为合格,但在压片过程中,常发现片重差异增加,原因及处理简介如下:
(1)、冲头长短不齐,易造成片重差异增加,故使用前用卡尺将每个冲头检查合格后再用,如出现个别减少,可能下冲运动失灵,致使颗粒的充填量较其它为少,应检查出个别下冲,清除障碍。
(2)、加料斗高低装置不对,则可造成一只加料斗中颗粒落下的速度快,而加料器上堆积的颗粒多,另一只加料斗中颗粒下的速度较慢,而加料器上堆积的颗粒少,造成颗粒加入模孔时不平衡而产生,可调整加料斗的位置,使两加料斗中颗粒应保持一定数量和落下速度相等,二只加料器上堆积的颗粒相似,并使颗粒能均匀地加入模孔内。
(3)、颗粒引起片重变化,颗粒过湿,细粉过多,颗粒粗细相差过大,以及颗粒中润滑剂不足,亦均能引起片重差导的变化,应提高颗粒质量。
(4)产生片重变化的原因,总的情况系由于压片机故障或工作上疏忽所造成,故在压片过程中,应该作好机件保养工作,详细检查机件有无损害,并每隔一定时间(10-20分钟)称片重一次,片重是否合于规定。
保养说明:
1、定期检查机件,每月进行1-2次,检查项目为蜗轮、蜗杆、轴承、压、曲轴、上下轨导等各活动部分是否转动灵活和磨损情况,发现缺陷应及时修复使用。
2、一次使用完毕或停工时,应取出剩余粉剂,刷清机器各部分的残留粉子,如停用时间较长,必须将冲模全部拆下,并将机器全部揩擦清洁,机件的光面涂上防锈油,用布蓬罩好。
3、冲模的保养应放置在有盖的铁皮箱内,使冲模全冲全部浸入油中,并要保持清洁,勿使生锈和碰伤,最好能定制铁箱以每一种规格装一箱,可避免使用时造成装错及有助于掌握损缺情况。
4、使用场所应经常打扫清洁尤其对医药和食用的片剂制造更不宜有灰砂、飞尘存在。
旋转式压片机安装说明:
1、本机为整台装箱,拆箱后搬至适当使用处,垫平后即可使用,如地位固定可加装地脚钉。
2、电气线路的装置,应注意电压,用户未提出者,一律规定为380伏,并在接线时应注意电动机旋转方向,必须与机上的箭头转向一致,切勿倒转,为保证电气安全必须装接有效地线。
3本机应装置在干燥清洁,光线充足的室内使用。
-
 供应用于磨粉粉碎的水冷式五谷杂粮磨粉机、不锈钢五谷杂粮磨粉机厂家直销
供应用于磨粉粉碎的水冷式五谷杂粮磨粉机、不锈钢五谷杂粮磨粉机厂家直销
-
 供应用于药材食品粉碎的五谷杂粮磨粉机(不锈钢) 直销五谷杂粮粉碎机 五谷杂粮磨粉机直销
供应用于药材食品粉碎的五谷杂粮磨粉机(不锈钢) 直销五谷杂粮粉碎机 五谷杂粮磨粉机直销
-
 直销云南铝合金小型旋转式压片机铝合金小型压片机联系王先生电话13678722016 云南小型旋转式压片机
直销云南铝合金小型旋转式压片机铝合金小型压片机联系王先生电话13678722016 云南小型旋转式压片机
-
 供应用于制片压片的铝合金电动压片机
供应用于制片压片的铝合金电动压片机
-
 供应用于食品药材制片的铁质单冲变频涡轮压片机 铁质单冲变频涡轮压片机 制片设备可调速压片机价格直销
供应用于食品药材制片的铁质单冲变频涡轮压片机 铁质单冲变频涡轮压片机 制片设备可调速压片机价格直销
-
 供应用于食品药材制片的铁质单冲涡轮压片机 铁质单冲涡轮压片机 铁质单冲涡轮压片机价格直销
供应用于食品药材制片的铁质单冲涡轮压片机 铁质单冲涡轮压片机 铁质单冲涡轮压片机价格直销
-
 供应用于药材的东革阿里切片机 大型中药切片机设备 切片设备切片机价格
供应用于药材的东革阿里切片机 大型中药切片机设备 切片设备切片机价格
-
 供应用于食品的参茸鱼胶切片机 参茸鱼胶切片机设备 中药材切片机价格
供应用于食品的参茸鱼胶切片机 参茸鱼胶切片机设备 中药材切片机价格
-
 供应用于水果蔬菜榨汁的五谷杂粮破壁料理机 高速水果蔬菜榨汁机 五谷杂粮料理机设备直销
供应用于水果蔬菜榨汁的五谷杂粮破壁料理机 高速水果蔬菜榨汁机 五谷杂粮料理机设备直销
-
 供应用于草药药材煎药的高效单缸中药煎药机 大容量煎药机 单缸煎药机直销
供应用于草药药材煎药的高效单缸中药煎药机 大容量煎药机 单缸煎药机直销