

厂商 :北京磷化液防锈油切削液氧化剂爱尔斯姆公司
北京市 北京市- 主营产品:
- 防腐涂料
- 除油剂
- 除锈剂
| 产品介绍 |
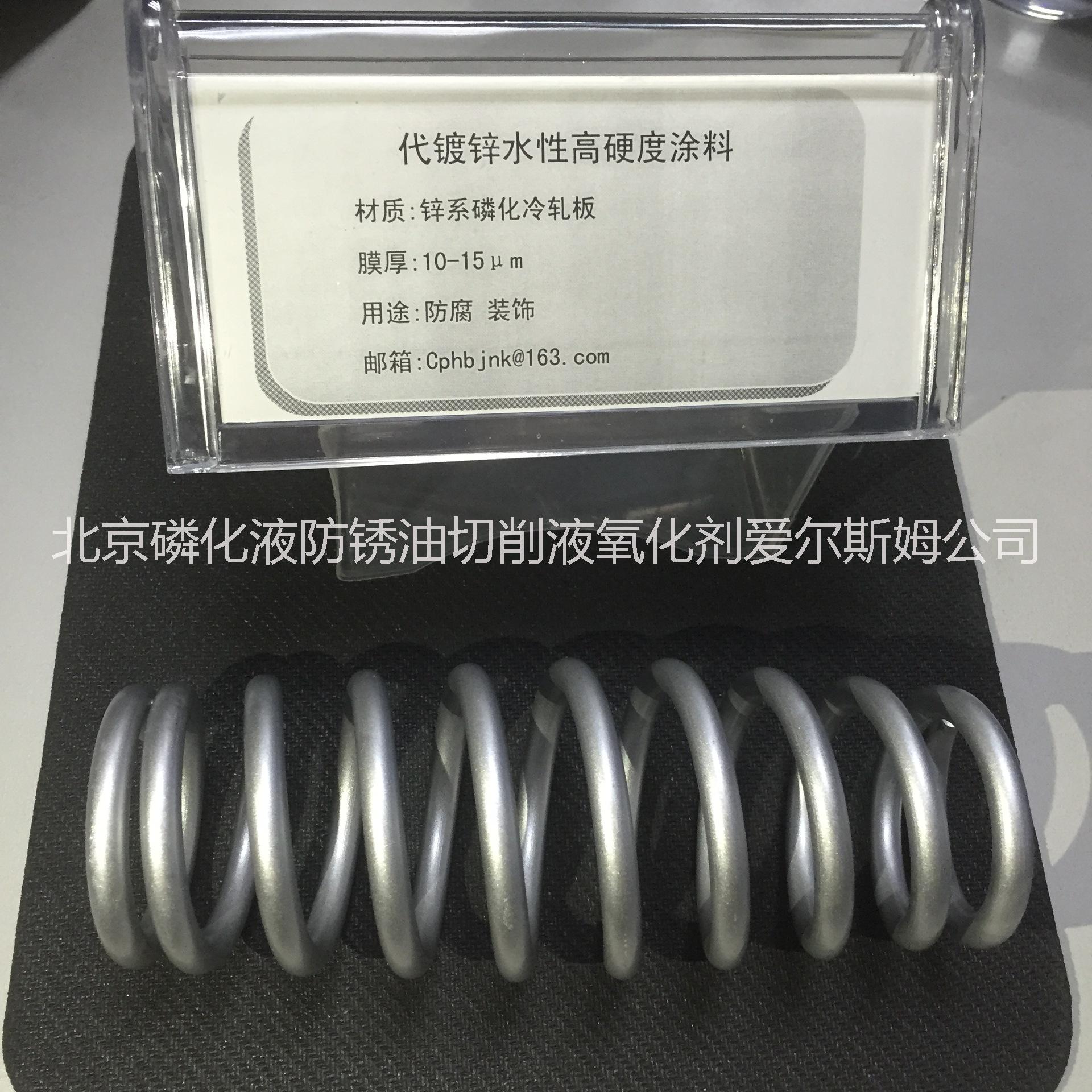
TH-26水性高硬度防镀锌涂料是一种高抗蚀耐老化单组份热固性涂料。突出优点是:可用水稀释,环保,气味微弱;与金属基材有非常好的结合力及耐冲击性;很高的表面硬度和优良的耐划伤性能;耐老化,不变色;膜层薄,恶劣大气条件下具有其他涂料无法超越的抗腐蚀能力;漆膜耐酸碱腐蚀;有良好的自修复能力;漆膜均匀,有金属光泽,有较好的装饰性,属于底面合一涂料,不需要喷底漆。该产品用于多种金属材料超长抗蚀保护,经过各项指标检测,是性能极其优越的水性环保重防腐涂料。 |
|
|
性能指标 |
1、外观 银白色 2、粒度 < 4?m 3、粘度 涂-4杯,15℃,65±5s;运动粘度,15℃,227±10mPa.s 4、固体份含量 ≥65% 5、干膜厚度(不稀释) 30-40μm(两遍) 6、柔韧性 ≤1mm GB1731-79 7、耐冲击性 >50kg/cm2 GB1732-79 8、附着力 <1级 gb1720-79 9、硬度(铅笔硬度计) >5H 10、酸性盐雾实验(厚度10μm) 喷雾12h,停12h,7天后钢板涂层无变化。 11、高温盐碱试验(厚度10μm) 95℃,3%NaOH,5%NaCl,1.5h后,金属微粒溶解,涂层通明,钢铁无锈蚀。 12、自修复能力 该产品涂层画“×”后,裸出基材的划痕可通过96小时中性盐雾实验。 13、中性盐雾试验(厚度15μm) 500小时无锈蚀 14、超级荧光紫外线加速老化(UVB-313,1.0W/㎡) 1000小时后无粉化,变色2级 15、保质期 6个月(储存温度<25℃、阴凉)<> |
|
|
使用方法 |
1、前处理及涂装工艺要求: 钢材采用锌系磷化前处理工艺; 镁、铝材料采用无铬氧化处理工艺; 铜、锌等材料采用无铬钝化处理工艺。 确保涂装前金属表面无锈蚀、氧化层和油污。 2、配料参考数据: 稀释比例(体积):涂料:稀释剂=1:(0.5-2) 稀释剂配制:去离子水:乙醇(95%)=1:4-6 施工粘度:T-4杯,30s左右,根据技术要求及温度环境等情况自定。 一次喷涂厚度:粘度(T-4杯)25-30s时,12-20μm。 3、涂料固化参数: 固化温度:180℃。 固化时间:15-20分钟。 如果需要两次涂装时,第一次烘干温度130℃,烘干时间10-15分钟。 4、可以使用刷涂、喷涂、滚涂或浸涂方式进行施工。配好的涂料应缓慢搅拌,防止沉降。 5、在不锈蚀的情况下,金属表面不必烘干,可以进行湿法涂装。 6、无法烘烤固化时,需和固化剂配合使用,固化剂的配比一般为涂料的8-12%,根据情况 自定。配合固化剂后涂层的防腐蚀性能会稍有下降。 |
|
|
涂料涂装注意事项 |
1、涂装前,要保证金属材料表面干净,不得有杂质离子、锈蚀和油污,否则会严重影响涂装质量。制订科学的涂装前处理工艺,非常必要。 2、为保证良好的涂装效果,要求有良好的前处理膜层。如果钢铁材料用于室外防腐或替代热镀锌处理,需要进行锌系磷化、中温锌猛磷化或者喷砂后锌铁系磷化处理,其他处理均不可靠。 3、在涂装过程中如果发现防腐涂料絮凝、结块,应立即查找原因,并停止使用。如果发现涂料桶底部有沉淀,使用时需搅拌均匀。如发现涂料底部凝胶,底部涂料不得使用。 4、烘烤前沥干时间不少于15分钟,否则易造成涂层局部减薄、堆积及产生蜂窝状气孔,甚至可能发生爆炸危险。 5、有流挂时,应压缩空气吹掉或震掉。如果发现涂装后有露底情况需进行第二遍涂装。 6、严禁过多水溶性无机盐和酸性物质进入涂料。 |
|
|
其他注意事项 |
1、操作环境通风,严禁明火。 2、该产品为化工产品,作业过程中请勿入口,请勿接触面部及眼睛,如不慎溅入眼睛应用大量清水冲洗,非操作人员远离工作环境及化工药液存放处。 |
处理后样件展现效果
-
 供应常温拉拔磷化液BW-201常温拉拔磷化液BW201
供应常温拉拔磷化液BW-201常温拉拔磷化液BW201
-
 供应BW-613机械抛光冷却液-北京爱尔斯姆科技有限公司
供应BW-613机械抛光冷却液-北京爱尔斯姆科技有限公司
-
 供应合成切削液 用于各种数控机床的切磨加工的冷却润滑防锈的切削液
供应合成切削液 用于各种数控机床的切磨加工的冷却润滑防锈的切削液
-
 供应快干可剥离防护涂料,工业防腐涂料厂家批发,电镀时局部浸蚀防护涂料
供应快干可剥离防护涂料,工业防腐涂料厂家批发,电镀时局部浸蚀防护涂料
-
 供应用于除铜材氧化皮|除油污|提高光亮度的铜材除氧化层光亮清洗剂,搽铜水
供应用于除铜材氧化皮|除油污|提高光亮度的铜材除氧化层光亮清洗剂,搽铜水
-
 供应TB-10镀层无铬钝化封闭剂
供应TB-10镀层无铬钝化封闭剂
-
 供应合成极压切削液,水性切削液价格,金属加工中心润滑冷却液,切削液厂家
供应合成极压切削液,水性切削液价格,金属加工中心润滑冷却液,切削液厂家
-
 供应用于防锈|提高附着力的电泳专用磷化液 电泳前锌系磷化液
供应用于防锈|提高附着力的电泳专用磷化液 电泳前锌系磷化液
-
 供应酸洗磷化污水处理系统 污水处理成套设备
供应酸洗磷化污水处理系统 污水处理成套设备
-
 供应酸洗抑雾净洗剂 用于钢铁及有色金属酸洗及电镀前侵蚀除油酸洗清洗剂
供应酸洗抑雾净洗剂 用于钢铁及有色金属酸洗及电镀前侵蚀除油酸洗清洗剂