



厂商 :新乡市长丰冷弯设备有限公司
河南 新乡- 主营产品:
- 锅炉盘管机
- 盘管机
- 法兰机
联系电话 :18236116082
商品详细描述
冷弯成型是通过顺序配置的多道次成型轧辊,把卷材、带材等金属板带不断地进行横向弯曲,以制成特定断面的型材。冷弯成型是一种节材、节能、高效的金属板料成型新工艺、新技术。利用这一工艺,不但可以生产出高质量的型钢产品,而且能够缩短产品开发的周期、提高生产效率,从而提高企业的市场竞争力。近些年来,冷弯型钢产品作为重要的结构件在建筑、汽车制造、船舶制造、电子工业及机械制造业等许多领域得到了广泛的应用。其产品从普通的导轨、门窗等结构件到一些为特殊用途而制造的专用型材,类型极其广泛。冷弯型钢单位重量的断面性能优于热轧型钢产品,并且具有很高的表面光洁度和尺寸精度,因此冷弯型钢代替热轧型钢可以取得既节约钢材又节省能源的双重效果,所以人们对冷弯型钢的发展给予了高度重视。正是用户对冷弯型钢产品的品种、规格、质量等方面的不断渴求,促使冷弯成型工艺技术的迅猛发展。
|
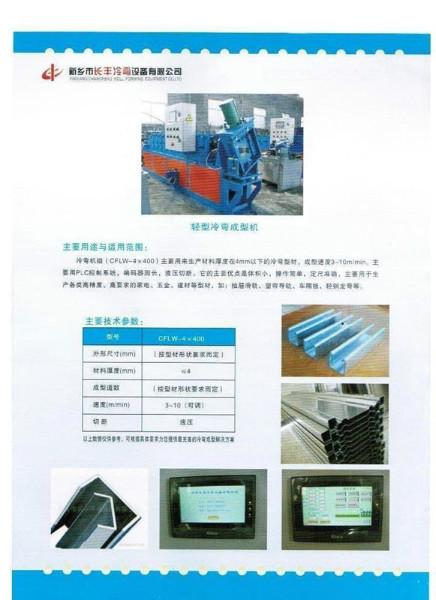
轻型冷弯机组主要用于生产各类高精度、高要求的家电、五金、建材等型材, 如:三轮车厢板、轻钢龙骨、抽屉滑轨、窗帘导轨、天花龙骨、卷帘门等。 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
配置标准 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
以上数据仅供参考,可根据具体要求为您提供最完善的冷弯成型解决方案 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
部分产品示意图表 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
生产工艺流程 (1)入口段 卷板->拆头->上料->切头尾->剪切对焊->矫平->储带钢 (2)成型段 入口向导->成型 (3)传输段 切断->输出辊道 对原料(带钢)卷进行开卷,通过开卷机和活套喂料到冲孔装置。入口段能够使冲孔和测量装置提供充足的原料供应。在切断之前,被冲完孔的带钢经过成型段的一套主动辊和从动辊成型要求的形状。进入到切断处,成型的带钢(板)根据尺寸和要求的工差切断成要求长度。 冷弯机组 概述 冷弯型钢机组是目前在建筑、公路、结构用材、民品等领域应用最广泛的产品,发展比较快。 生产工艺流程 (1)入口段 卷板->拆头->上料->切头尾->剪切对焊->矫平->储带钢 (2)成型段 入口向导->成型 (3)传输段 切断->输出辊道 对原料(带钢)卷进行开卷,通过开卷机和活套喂料到冲孔装置。入口段能够使冲孔和测量装置提供充足的原料供应。在切断之前,被冲完孔的带钢经过成型段的一套主动辊和从动辊成型要求的形状。进入到切断处,成型的带钢(板)根据尺寸和要求的工差切断成要求长度。 冷弯成型机、钢珠滑轨机轧辊设计制造特点: 1、各道次平均受力原则,全线滚轮平均受力,磨损均衡,延长轧辊使用寿命。 2、轧辊采用C12MoV材料是利用其耐磨性能,但具体的强度与硬度是矛盾的,热处理时要利用C12MoV的红硬性,淬火后,两次甚至三次回火才能达到硬度。 3、轨道圆弧部位是滑轨核心部位,前几道压成型后的圆弧位,在后道次轧折立边时,应对已成型的圆弧,通过上下轧辊或横轮,进行有效管束保护,不然,材料在拉伸过程中圆弧位一定会变化,R变小成为三角形,钢珠不到底,两点接触产生嘈音,R变大时,配合轨产生晃动,滑轨使用时轨迹模糊,受力不均,滑轨变形,缩短寿命。 4、滚压稳定性问题,生产中经常碰到材料在滚道中左右偏摆的问题,实际上是单组滚轮受不对称,左边受力大,材料往右边偏摆;右边受力大,材料往左边偏摆。解结的方法是: a:(如图)变形区中性层计算准确,变形区内用料计算准确,滚轮加工对称度好。 b:不变形区域尽量不受压(如滑轨底部),装配时上下滚轮各区域间隙保持一致。 c:材料咬入前,应根据前道滚压状态,设置引导斜口,在稳定受压前,材料在滚内滑移平稳。 5、生产中弯曲扭曲的问题,主要是受力不平衡产生的,左右受力不平衡,左右弯曲,上下受力不平衡,产生扭曲。解决方法:设计受力均衡,加工准确,安装调整方便。 6、滚轮加工准确度是关键,为此,专门制作专用工具在投影仪下,放大20倍进行检测。 7、主传动边,采用滚子锥轴承,确保主轴径向跳动在0.04MM以内外,保证主轴不会左右窜动,普通球轴承自身存在间隙,在精确传动中不能避免轴向窜动。 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||
相关产品推荐








