



厂商 :北京磷化液防锈油切削液氧化剂爱尔斯姆公司
北京市 北京市- 主营产品:
- 防腐涂料
- 除油剂
- 除锈剂
TH-11 散热器环保内防腐涂料
TH-11散热器环保内防腐涂料是一种适用于高温水介质的高性能环保防腐涂料,也是底漆面漆合一的涂料,无需打底漆。主要用于铝制和钢制管道或容器的内壁防腐,典型适用的产品有:各类换热器、热水器、各类冷热水介质化工管道等。其突出性能是:气味很小, 不含苯类、醛类等有毒害溶剂;与金属基材有非常好的结合力;流动性好,施工方便,用量少;漆膜均匀,细腻光滑,漆膜耐高温水(120℃以内)、耐酸碱腐蚀、耐冲击性优良;表干时间短,可以和外涂装一起固化,节省费用和时间。TH-11是性能非常优越的环保型水介质重防腐涂料。
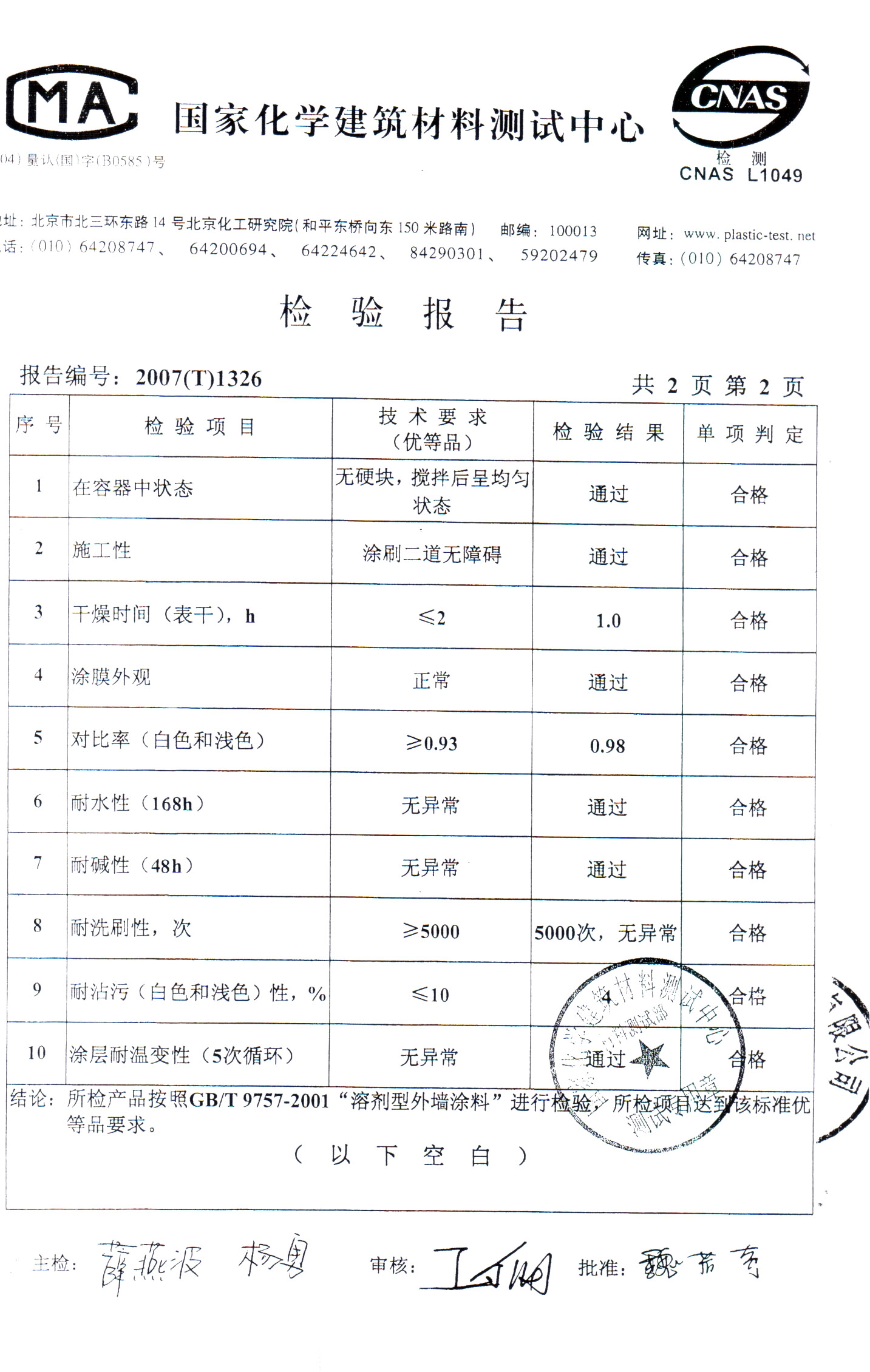
※ 性能指标
外观 灰色
粒度 <6μ?m
粘度(涂-4杯) 50±2s(25℃)
固体份含量 ≥65%
柔韧性 ≤1mm GB1731-79
耐冲击性 50kg/cm2 GB1732-79
附着力 1级 GB1720-79
37%盐酸溶液(常温) 360小时无变化
20%氢氧化钠溶液(常温) 360小时无变化
5%氯化钠、3%火碱溶液 膜厚12微米以上时,100℃浸泡大于3小时不起泡。保质期: 在储存温度<25℃、无阳光照射下6个月动态回路检验: 涂装厚度≥18μm时,在pH=12的水溶液(80- 90℃,流速1.4米/秒)360小时连续冲洗无变化
※ 前处理及涂装工艺要求
1)钢材采用锌系磷化前处理工艺,锌铁系和铁系磷化做为内防腐涂装的前处理 效果较差;铝材采用无铬氧化处理工艺。
2)涂装前确保金属表面无水分,对于管状材料一般要烘干。
3)灌涂内防腐涂料后沥干,一般3小时后涂料表干,不用单独烘干,可以同外 涂一起烘干固化。也可以先烘干内涂,烘干前必须沥干1小时,防止稀料挥 发过多产生危险。
4)涂料施工参数:
钢管:涂第一遍 冬季,涂料:稀料=2:0.5 厚度约30μm;
夏季,涂料:稀料=3:0.5 厚度约30μm;
涂第二遍 冬季,涂料:稀料=2:0.8 总厚度约40μm;
夏季,涂料:稀料=2:0.5 总厚度约40μm;
铝管:涂第一遍 冬季,涂料:稀料=3:0.6 厚度约30μm
夏季,涂料:稀料=3:0.3 厚度约30μm
涂第二遍 冬季,涂料:稀料=2:0.8 总厚度约40μm
夏季,涂料:稀料=2:0.3 总厚度约40μm
5)两遍涂装施工时,第一遍涂料的烘干温度不得高于140℃,时间为15分钟。
6)暖气片涂装内防腐时一般按照涂料:稀料=1:1进行稀释,烘干后膜厚约 12μm。
7)可以使用刷涂、喷涂或浸涂三种方式进行施工,散热器采用灌涂方式涂装。
8)施工粘度:可根据企业要求及温度等情况调整,一般为25±5 s(15-20℃),
9)涂装厚度一般不低于15um。
10)固化温度180℃,保温20分钟。
11)无法烘烤固化时需要添加环氧固化剂,一般添加量为8-12%。
※ 涂装注意事项
1)散热器内防腐涂装过程中,如果发现防腐涂料絮凝、结块,应立即停止操 作,查找原因。
2)涂料底部允许有少量沉淀,搅拌均匀后不影响质量。如发现涂料凝聚,无 法搅拌分散,不得使用。
3)在涂装防腐涂料前,一定要保证金属材料表面完全干燥,否则会严重影响涂装效果。
4)严防酸液及水带入涂料中。
5)为了保证良好的涂装效果,要求有良好的磷化膜层,较好的焊接质量,将焊渣打磨干净。如发现涂装后有露底现象,需进行第二遍涂装。
6)确保沥干时间,确保操作环境通风,并严禁明火。

-
 供应常温拉拔磷化液BW-201常温拉拔磷化液BW201
供应常温拉拔磷化液BW-201常温拉拔磷化液BW201
-
 供应BW-613机械抛光冷却液-北京爱尔斯姆科技有限公司
供应BW-613机械抛光冷却液-北京爱尔斯姆科技有限公司
-
 供应合成切削液 用于各种数控机床的切磨加工的冷却润滑防锈的切削液
供应合成切削液 用于各种数控机床的切磨加工的冷却润滑防锈的切削液
-
 供应快干可剥离防护涂料,工业防腐涂料厂家批发,电镀时局部浸蚀防护涂料
供应快干可剥离防护涂料,工业防腐涂料厂家批发,电镀时局部浸蚀防护涂料
-
 供应用于除铜材氧化皮|除油污|提高光亮度的铜材除氧化层光亮清洗剂,搽铜水
供应用于除铜材氧化皮|除油污|提高光亮度的铜材除氧化层光亮清洗剂,搽铜水
-
 供应TB-10镀层无铬钝化封闭剂
供应TB-10镀层无铬钝化封闭剂
-
 供应合成极压切削液,水性切削液价格,金属加工中心润滑冷却液,切削液厂家
供应合成极压切削液,水性切削液价格,金属加工中心润滑冷却液,切削液厂家
-
 供应用于防锈|提高附着力的电泳专用磷化液 电泳前锌系磷化液
供应用于防锈|提高附着力的电泳专用磷化液 电泳前锌系磷化液
-
 供应酸洗磷化污水处理系统 污水处理成套设备
供应酸洗磷化污水处理系统 污水处理成套设备
-
 供应酸洗抑雾净洗剂 用于钢铁及有色金属酸洗及电镀前侵蚀除油酸洗清洗剂
供应酸洗抑雾净洗剂 用于钢铁及有色金属酸洗及电镀前侵蚀除油酸洗清洗剂