



厂商 :北京市永达宏运木门有限公司
北京 北京- 主营产品:
- 酒店实木复合门
- 足疗店木门
- 室内烤漆门
实木复合烤漆门木门厂家
北京室内烤漆门加工
实木复合门烤漆门加工工艺流程
清扫、起钉、除油污等——砂纸打磨——润粉——砂纸打磨——第一遍满刮腻子——磨光——第二遍满刮腻子——磨光——刷油色——刷第一遍清漆——复补腻子——磨光——刷第二遍清漆——磨光——刷第三遍清漆——水砂纸打磨——刷第四遍清漆——磨光——磨退打砂蜡——上光蜡擦亮。
方法/步骤
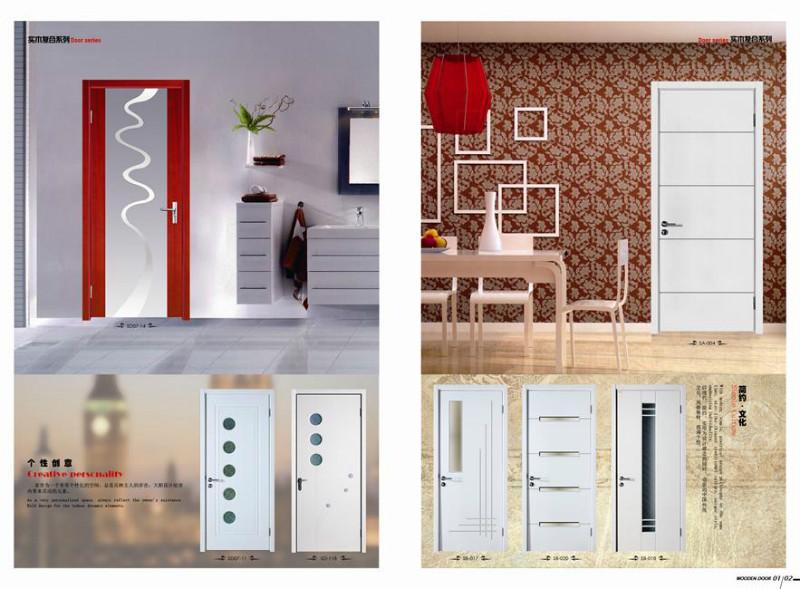

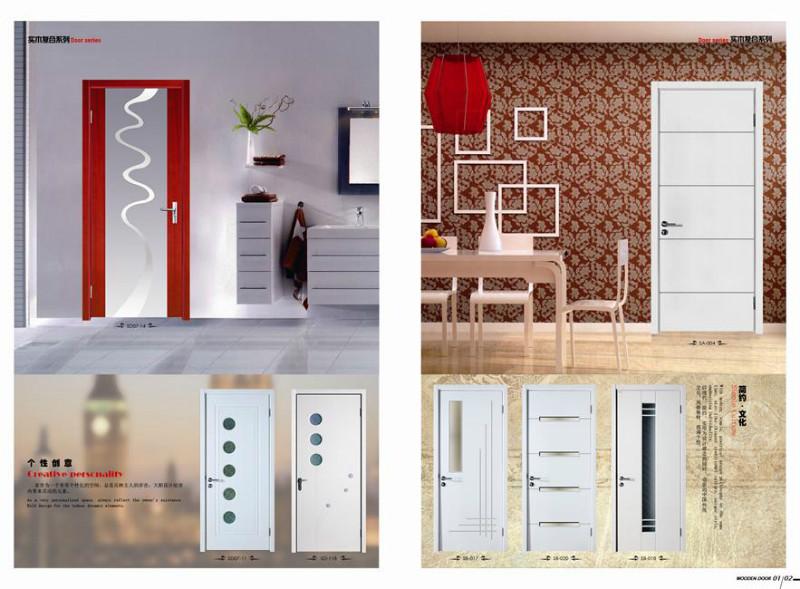




什么是复合实木门?
复合实木门就是外面采用的是防潮高密度板,面饰进口PVC经高温高压成型,其他材料都用实木,这就叫实木复合门,否则不叫实木复合门。鉴别实木复合门和复合门的关键就在这里。
实木复合门做起来,它外边是高密度,中间填充料完全用实木网格和实木,我们采用的是杉木集成材和抽空板。
实木复合门最大的优点,做起来以后很近似中国很传统的实木门。从饰面来讲,贴天然木皮不仅自然美观,而且木皮有一定的厚度(优质木皮厚度一般达0.6mm),对木门有良好的保护作用,因此,实木封边、贴木皮是现代木门最高等级的做法,即使是进口高级欧洲木门也是如此。它的手感又好,重量很重。
它最大的优点是不易开裂、变形,使用时间长久,密封隔音,防潮、轻度防火等。而且实木复合门能做出很多的款式,根据家庭装修的不同,可以做出各种各样的实木复合门。
缺点是内部材料不统一,使有些商家在质量上以次充好,百姓难辨真伪。
关于木门的油漆
油漆做为套装木门工厂加工的后期工艺,客观存在的优劣直接影响着最后的使用效果。同时油漆成本也是木门成本上的最大的部分之一。
油漆的种类大致分为酚醛漆、醇酸漆、聚氨脂漆、聚脂漆及PU漆。其中酚醛漆和醇酸漆是由于漆膜质感及附着力差,基本在装修中淘汰,大量使用的是硝基漆、聚脂漆及高档家具使用的PU漆。
硝基漆由于施工比较简单、适合手工操作,被大多数手工装饰木做使用,但其漆膜薄,手感不好,效果不理想。聚脂漆相对来讲膜厚重,但其稀释剂在挥发时含有氡气,而且漆膜硬度稍弱。最理想的是PU漆,PU漆不但有聚脂漆的漆膜厚重,附着力强,透明层次好的优点,同时它的密封性好刀是木做防潮方面有着非常重要的作用,PU漆的硬度、耐久性、耐黄变性及环保性也是其客观存在油漆无法比拟的。
由于成本(硝基漆8-15/公斤,聚脂漆18-28元/公斤,PU漆43—65元/公斤)、加工手段及设备的问题,目前市场上90%的套装木门使用聚脂漆,少数厂家采用PU漆。一般平说,聚脂漆和PU漆都有要经过找色,三底两面等六道工序,有些品牌增加固化施腊工艺。因此在木门的选择时,油漆是必须考虑的因素之一,它直接影响着质感、手感、防潮、环保、耐久、耐黄变等问题。
关于木门的色彩选择
由于木门属于居室的方面工能性饰品,一般来说:木门同家居中的家具、墙面漆、窗套哑口的关系比较大。同地板的关联相对较小。
当居室环境为暖色调时
相对木门可以选择较暖的色系,如:紫薇、樱桃木、柚木、沙比利等。当居室环境为冷色调时、相对选择浅一点的木门,如白色混油、桦木等。
木门应该同家具的颜色比较接近、应该同窗套哑口尽量保持一致(现在的套装门好多带有配套的窗套哑口、踢脚线、护角线)、同墙面色彩要有对应性反差。如:用混油白色的木门最好让墙面漆带有色彩。这样才会让房间有层次感,一至于太“平”也会使房间效果感觉特别清新。
地面的色彩同木门的协调性要保持同一色性(如冷、暖)但最好不要一致。防止地面同墙面混沌不清,减弱居室空间感大的、或向阳好的房间,可以选择较深的黑胡桃,能创造出较沉稳的气氛效果色彩本身都是美的,没有对于错。全在搭配协调上,如果你实在拿不准确性主意,就选择白色,白色是最不容易出错的色彩。
工厂加工的六大优点:
省时省力:工厂统一组织选购原材料,改变了各家各户分散采购加工浪费大量的时间与精力。
色彩统一:工厂统一采用先进的生产工艺,使门及门套格调、色彩一致、无色差。形象完美、提升档次。
确保质量:采用先进设备、先进工艺,有严格的产品检测制度,确保门扇永不变形,明创华轩品牌追求质量第一。
价格合理:先进的设备具备规模生产的能力,有利于降低成本,坚持“薄利多销”的销售原则。
消除污染:采用天然优质木材制作,严格的烘干脱脂工艺及无尘快干喷漆工艺,确保成品平整美观,没有异味、没有污染,符合绿色环保要求,可放心使用。
全面服务:从测量到制作、油漆、安装,一体化操作到位,大大减少了用户的烦琐操劳,全程服务直到用户满意为止,周到完善的售后服务让您无后顾之忧。
白胚处理,先用水性腻子堵钉眼,裂缝,塌陷,暗坑等缺陷,一般采用木色水灰,也有自己调配使用的,原则是颜色必须跟木质本色相同;
特点:这样做主要是在木材白坯有比较明显缺陷的情况下,用木色水灰进行填补,有色透明面用比较深颜色喷涂,可以较好地遮掩底材的缺陷。色泽统一。
二、砂纸打磨
使用150的木砂纸全面打磨平整
三、第一遍满刮腻
用开刀或刮板将油腻子刮入钉孔、接缝等处,刮抹时要横抹竖收,刮光、收净,干透后用砂纸顺着木纹轻轻磨光,用潮布或棉丝擦净
四、实木门板磨光
180木砂纸将实木门板打磨光、平整
五、刷油色
实木复合门烤漆门加工对于鬃眼大的木头可以先搓一遍色浆,对于鬃眼小的木质如松木等不必搓色,搓色是相对于特色工艺要求才使用的
六、刷第一遍清漆
实木复合门烤漆门加工?一般上清漆的时候要注意:刷两道三遍,第一遍刷薄一点,油漆稍微稀一点,时间是12小时以上干透,用稍细一点的砂纸打磨光滑再刷第二遍,第三遍最后彻底干透后再用抛光砂纸打磨光滑
七、复补腻子
此次腻子的修补主要是将上次漏下的缺陷进行完善
八、磨光
用180目干磨砂纸打磨,接着用240目320目打磨,最后用600目或者弹力丝布打磨抛光;
九、刷第二遍清漆
实木复合门烤漆门加工连续刷涂5-7遍,以填平鬃眼为准,鬃眼大的木质如水曲柳等费漆不建议喷涂,没遍涂刷间隔时间不小于4小时
十、磨光
实木复合门烤漆门加工将刷的第一遍清漆进行打磨平整
十一、刷第三遍清漆
实木复合门烤漆门加工第三遍清漆要注意:木器表面进行清漆涂刷时,对环境的要求较高,当环境不能达到要求的标准时,将影响工程的质量。涂刷现场要求清洁、无灰尘,在涂刷前应进行彻底清扫,涂刷时要加强空气流通,操作时地面经常泼洒清水,不得和产生灰尘的工种交叉作业。因此,涂刷清漆应在家庭装修工程的最后阶段进行。涂刷应在略微干燥的气候条件下进行,温度必须在5摄氏度以上方能施工,以保证漆膜的干固正常,缩短施工周期,提高漆膜质量。
十二、水砂纸打磨
?第三遍清漆之后可能是木门门板上还会出现粗粒、砂纸痕、流痕、反白、橘皮等漆膜表面的细小缺陷,为了弥补这些缺陷,通常在喷涂后进行研磨抛光处理,以提高漆膜的镜面效果,达到光亮、平滑、艳丽的要求。
第十三、磨退打砂蜡
实木复合门烤漆门加工是对饰面的进一步修饰,也是高档次油漆工程与一般油漆工程的重要区别。抛光是先用水砂纸蘸肥皂水进行研磨,开始用320号水砂纸,最坏用600号水砂纸。研磨是用力要均匀,并保证整个漆膜都要磨到。然后用砂蜡(抛光膏)蘸在软布上,在漆膜表面反复揉擦。软布上砂蜡液不宜过多,揉擦时动作要快。当表面十分光滑、平整时上蜡,用棉花蘸醋,在漆膜表面薄薄地擦一层即可
第十四、上光蜡擦亮。????非常好的通透性、层次感(立体感),即使是木材自身的纹理不够清晰,通过以上的工艺操作,也能把纹理更清晰地表现出来。
注意事项
实木复合门烤漆门加工清油涂刷前的基层处理:打磨基层时涂刷清漆的重要工序,应首先将木器表面的灰尘、油污等杂质清除干净,将钉帽按要求陷入木器内1毫米。打磨砂纸时应将吵纸包住短木方垫着磨,线角、大而要求磨平、磨光,并用潮湿布或棉丝将表面清扫干净。
清油涂刷的施工规范:涂刷清油时,依照先上后下,先难后易、先左后右、先里后外的顺序和横刷竖顺的操作方法施工。
实木复合门烤漆门加工操作时顺木纹涂刷,要求涂刷漆膜均匀,不漏刷,不流坠,待清油完全干透硬化后,用砂纸打磨。打磨时要求将漆膜上的光亮全部打磨掉,以增加与后遍漆的粘接度。磨后用潮布或棉丝擦净。
第一遍清漆刷完后,应对饰面进行整理和修补,对漆面明显的不平处,可用颜色与漆面相同的油性腻子修补,若木材表面上节疤、黑斑与大的漆面不一致时,应配制所需颜色的油色,对其进行覆盖修色,以保证饰面无大的色差。刷第二遍清漆时,涂刷时要刷得饱满,涂膜可略厚一些,操作时要横竖方向多刷几遍,使其光亮均匀,如有流坠现象,应趁不干时用刷子马上按原刷纹方向顺平。第二遍漆干透后,按第一遍漆得处理方法进行磨光擦净,涂刷第三遍清漆。
实木复合门烤漆门加工定做




