厂商 :洛阳耐特管材有限公司
河南 洛阳市- 主营产品:
- 钢塑复合管
- 钢丝骨架复合管
- 衬塑复合管
HDPE燃气管道工艺特点/产品种类/应用范围/安装注意事项
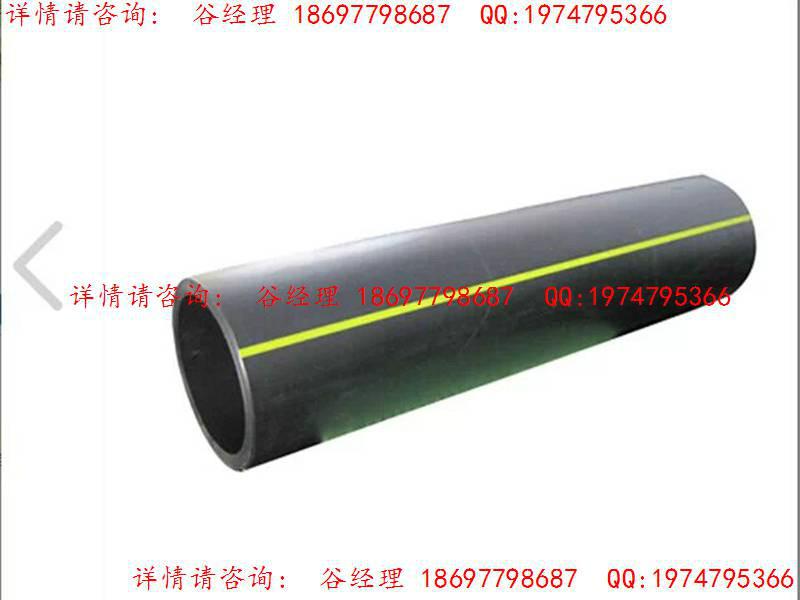
HDPE燃气管道是以专用聚乙烯为原料经塑料挤出机一次挤塑成型,应用于城镇燃气输送的塑料管材。PE为惰性材料,除少数氧化剂外,可耐多种化学物质的侵蚀,无电化学腐蚀。高韧性、断裂伸长率一般超过500%,抗震性能优良;具有极强的抗裂缝慢速及快速增长能力,大大降低因管道开裂而造成恶性事故的风险。
HDPE燃气管道介绍
HDPE燃气管道采用燃气聚乙烯管道具有诸多卓越性能,应用于燃气输送领域。将彻底解决钢管、铸铁管的腐蚀和接头泄露问题,从而确保了燃气管网系统的安全运行。PE 燃气管选用的PE材质为惰性材料可耐多种化学介质的侵蚀,管壁摩擦系数低,流阻小,输送能力强,采用电热熔连接,接口强度高于管材本体,高韧性PE断裂伸长率一般超过500%,PE 燃气管具有很好的抗震性能,抗慢速裂纹增长(SCG)、快速裂纹扩展(RCP)能力和可挠性及抗刮痕能力。
PE燃气管对管基不均匀沉降的适应能力非常强,耐磨性强,可采用多种非开挖方式,极大地方便于工作了施工和安装,系统造价低,维护费用少,可大幅降低工程成本。
PE燃气管执行标准
PE燃气管执行国家GB15558.1-2003标准。
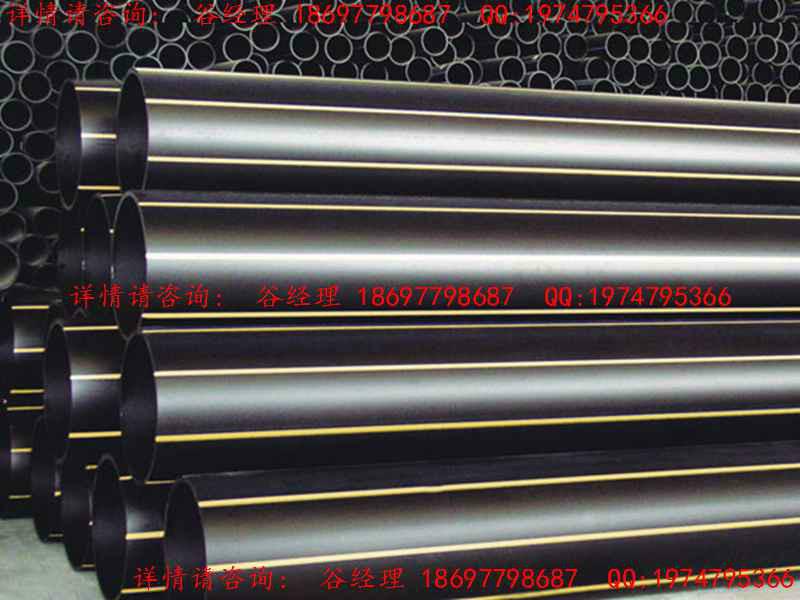
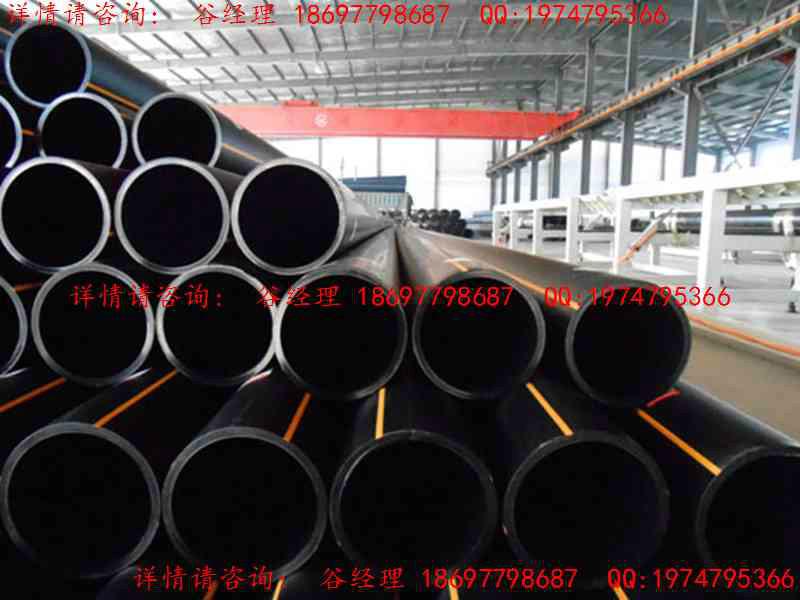
PE燃气管外观:黑色管上应共挤出至少3条黄色条,色条应沿管材圆周方向均匀分布。
HDPE燃气管道国际上把PE燃气管的材料分为PE32、PE40、PE63、PE80、PE100五个等级,而用于燃气管和给水管的材料主要是PE80和PE100。我国对聚乙烯管材专用料没有分级,这使得国内聚乙烯燃气管和给水管生产厂家选择原材料比较困难,也给聚乙烯管材的使用带来了不小的隐患。
因此国家标准局在GB/T13663-2000新标准中作了大量的修订,规定了给水管的不同级别PE80和PE100对应不同的压力强度,并且去掉旧标准中的拉伸强度性能,而增加了断裂伸长率(大于350%),即强调基本韧性。
HDPE燃气管道执行标准:GB 15558.1-2003
HDPE燃气管道是传统的钢铁管材、聚氯乙烯燃气的换代产品。
燃气管必须承受一定的压力,通常要选用分子量大、机械性能较好的PE树脂,如HDPE树脂。LDPE树脂的拉伸强度低,耐压差,刚性差,成型加工时尺寸稳定性差,并且连接困难,不适宜作为给水压力管的材料。但由于其卫生指标较高,LDPE特别是LLDPE树脂已成为燃气管的常用材料。LDPE、LLDPE 树脂的熔融粘度小,流动性好,易加工,因而对其熔体指数的选择范围也较宽,通常MI在0.3-3g/10min之间。
HDPE燃气管道连接
1PE燃气管道 根据管材或管件的规格,匹配相应的夹具,两待连接件的连接端应伸出夹具不小于公称直径的10%的自由长度,移动夹具使待连接件端面接触,并校直两对应的待连接件,使其在同一轴线上。错边不应大于壁厚的10%;
2 聚乙烯管材或管件连接部位的污物应使用洁净棉布擦净,并铣削待连接件端面,使其与轴线垂直。连续切屑平均厚度不宜超过0.2mm,切削后的熔接面要注意保护,以免污染;
3 待连接件的端面应使用热熔对接连接设备加热;
4 吸热时间达到工艺要求后,应迅速撤出加热板,检查待连接件的加热面熔化的均匀性和是否有损伤。在规定的时间内用均匀外力使连接面完全接触,并翻边形成均匀一致的双凸缘;
5 在保压冷却期间不得移动连接件或在连接件上施加任何外力。
5.2.4 热熔对接连接接头质量检验应符合下列规定:
1 连接完成后,应对接头进行100%的翻边对称性、接头对正性检验和不少于10%翻边切除检验;
2 翻边对称性检验。接头应具有沿管材整个圆周平滑对称的翻边(图5.2.4-1),翻边最低处的深度(A)不应低于管材表面;
图5.2.4-1 翻边对称性 图5.2.4-2 接头对正性
3 接头对正性检验。焊缝两侧紧邻翻边的外圆周的任何一处错边量(V)不应超过管材壁厚的10%(图5.2.4-2);
4 翻边切除检验。使用专用工具,在不损伤管材和接头的情况下,切除外部的焊接翻边(图5.2.4-3)。翻边切除检验应符合下列要求:
图5.2.4-3 翻边切除示意图
1)翻边应是实心圆滑的,根部较宽(图5.2.4-4);
2)翻边下侧不应有杂质、小孔、扭曲和损坏;
3)每隔几厘米进行180?的背弯试验(图5.2.4-5),不应有开裂、裂缝,接缝处肉眼看不见熔合线。
图5.2.4-4 合格实心翻边 图5.2.4-5 翻边背弯试验
5 当抽样检验的焊缝全部合格时,则此次抽样所代表的该批焊缝应认为全部合格;若出现与上述条款要求不符合的情况,则判定本焊口不合格,并应按下列规定加倍抽样检验:
(1)每出现一道不合格焊缝,则应加倍抽检该焊工所焊的同一批焊缝,按本规程进行检验;
(2)如第二次抽检仍出现不合格焊缝,则对该焊工所焊的同批全部焊缝进行检验。
5.3 电熔连接
5.3.1 电熔连接机具应符合下列规定:
1 电熔连接机具的类型应符合电熔管件的要求;
2 电熔连接机具应在国家电网供电或发电机供电情况下,均可正常工作;
3 外壳防护等级应不低于IP54,所有印刷线路板应进行防水、防尘、防震处理,开关、按钮应具有防水性;
4 输入和输出电缆,在超过-10℃~40℃工作范围,应能保持韧性;
5 温度传感器精度应不低于±1℃,并应有防机械损伤保护;
6 输出电压的允许偏差应控制在设定电压的±1.5%以内;输出电流的允许偏差应控制在额定电流的±1.5%以内;熔接时间的允许偏差应控制在理论时间的±1%以内。
7 电熔连接设备应定期校准和检定,周期不宜超过1年。
5.3.2 电熔连接机具与电熔管件应正确连通,连接时,通电加热的电压和加热时间应符合电熔连接机具和电熔管件生产企业的规定。
5.3.3 电熔连接冷却期间,不得移动连接件或在连接件上施加任何外力。
HDPE燃气管道产品特点
PE燃气管道对其它管材来讲有以下优点1,优异的物理性能。中密度聚乙烯性能介于高,低密度聚乙烯两者之间,既保持了高密度聚乙烯管材的刚性,强度,也有很好的柔性,耐蠕变性,而且较高密度聚乙烯管材更有热熔连接性能优良的特点,有利于塑料管的安装。2,耐腐蚀,使用寿命长,在我国沿海地区,地下水位偏高,土地湿度大,使用无缝钢管必须防腐及做安装阳纹外向锤炼,且寿命只有30年,而PE管可耐多种化学介质的侵蚀,不需防腐处理。此外,它也不会促进藻类,细菌或真菌生长,使用寿命达50年。3,韧性,挠性好。PE管是一种高韧性管材,其断裂伸长率超过500%,对管基础不均匀沉降和错位的适应能力非常强,抗震性好,因此,最适宜于有地震危险地区,世界各地的实践证明PE管是耐震性最好的管道。有报道说1995年日本的神户地震中,PE管和供水管是唯一没有被破坏的管道。另外,PE管的挠性是PE管可以盘卷(尤其是管径小的PE管),减少了大量连接管件。PE管的走向容易按照施工方法的要求进行改变。在施工时,可在管子允许的弯曲半径内绕过障碍,降低施工难度。4,流通能力大,经济上合算。PE管内壁光滑,不结垢。PE管内表面当量绝对粗糙比值是钢管的1/20,相同管径,相同长度,相同压力下的PE管其流通能力要比钢管大30%左右,因此经济优势明显。与金属管道相比,PE管道可减少工程投资三分之一左右(直径200毫米以上大管成本略高些),可盘卷的小口径管材,可进一步降低工程造价。5,连接方便,施工简单,方法多样。PE管管体轻,搬运方便,焊接容易,焊接口少,当管线较长时可使用盘管敷设(一般指管径小于63毫米)PE管沟要求远比钢管沟要求低,而且当施工条件受限制时,可采用电熔焊接。另外,可采用管沉入的方法在水底铺设,大大降低了施工难度和工程费用。6,密封性好。PE管本身采用熔接连接(热熔或电熔),本质上保证了接口材质,结构与管体本身的同一性,实现了接头与管材的一体化。其接口的抗拉强度与爆破强度均高于管材本体,可有效抵抗内压力产生的环向应力轴向应力。因此,与橡胶圈类接应或其他机械接头相比,不存在接应扭曲造成的泄露危险,密封性能十分良好。7,维修方便,可以不停水,气维修和安装。8,抗应力开裂性好:PE管具有低的缺口敏感性,高抗剪切强度的段异的抗痕能力,耐环境应力性非常突出。9,低温抗冲击性好:PE管的低温脆化温度极低,可在-60摄氏度温度范围内安全使用。而在我国北方地区,在冬季野外铺设的聚乙烯埋地给水时,总结出一条经验是在零度以下就不适宜铺设施工,因为这时聚乙烯管容易脆裂。10,耐磨性好。聚乙烯管材与钢管的耐磨性对比实验表明:它的耐磨性是钢管的4倍。11,具有良好的抵抗222刮痕能力。研究证明,PE等级的PE管有较好的抵抗SCG的能力和耐刮痕能力。PE100级管材则具有更加出色的抗刮痕能力。12,良好的抵抗快速裂纹传递能力。产品主要销往全国各地市市政,高速公路,生活小区,工矿企业,运动场雨污排放工程,各种给水,燃气工程及建筑空调,排水工程等。公司自成立以来,一贯奉行“质量第一,用户第一,信誉第一,服务第一”的寒旨,建立起网络化一体化产品销售服务体系,为广大用户提供了优质,快捷,专业的服务。
HDPE燃气管道连接一般采用电熔连接、热熔对接两种方式,聚乙烯管与金属管连接时采用钢塑过渡接头连接或法兰连接。
1、电熔连接:适用于管材与电熔管件之连接,实施步骤如下:
①以旋转切刀切割管材,使断面垂直于轴线,标出插入深度,以旋转刮刀,刮其表面PE氧化皮。
②用洁净棉布擦净管材、管件连接面上的污物。
③连接时校直对应的连接件,使其在同一轴线上,并将管材插入管件承口中。
④以电熔焊机按其规定时间进行加热,使连接处形成均匀凸缘。
2、热熔对接:
①将两管材固定在焊机夹具上,利用铣刀铣削两端面并调节保持中轴线对中。
②根据管径和环境温度调整加热时间,利用加热板加热两管管端。
③加热完毕,移开加热板,依预先调整压力迅速对接,冷却后完毕。
3、钢塑过渡接头连接:
①钢塑过渡管件的PE端先与PE管进行连接。
②钢塑过渡管件钢管端与金属管以丝扣、法兰或焊接方式进行连接。