



厂商 :神焊金属科技(上海)有限公司
上海- 主营产品:
- 镍和镍合金焊条
- 铸铁焊条 耐磨焊条
联系电话 :13816505336
商品详细描述
T91/P91钢的发展应用及其焊接性综述
一、 T91/P91钢的主要性能
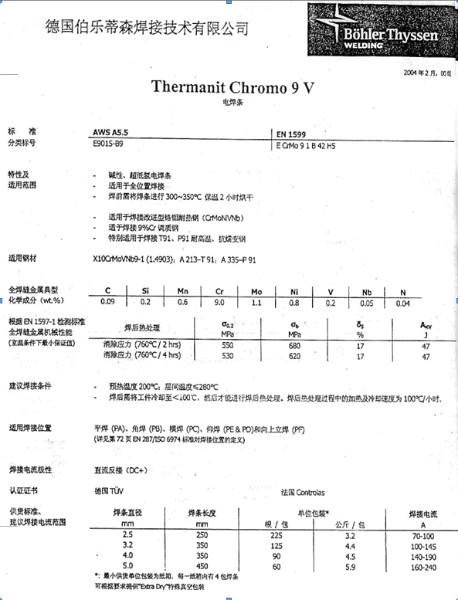
T91/P91钢是一种改进的9Cr-1Mo钢,它是在9Cr-1Mo钢的基础上通过添加 V、Nb、N等合金元素,采用纯净化、细晶化冶金技术。以及微合金化和控轧、控冷等工艺。开发出的新一代中合金耐热马氏体钢。其常温下屈服强度σs≥415MPa,抗拉强度σb≥585MPa,断面收缩率δ≥20,硬度HB≤250。T91/P91钢在正火并经730~760℃回火热处理后,金相组织呈典型的马氏体骨架结构,导致 M23C6 铬碳化物沉淀在马氏体骨架的边缘,并形成MX形的V/Nb碳氮化物。在较粗的M23C6 碳化物及内部较细的沉淀转换成细箔之后,会发现次微粒内较大的错位密度,这种高位错密度的细次晶粒结构是T91/P91具有高温蠕变强度的决定因素。房娟、周爱军通过对接焊缝、采用氩弧焊+埋焊(GTAW+SAW),经732~766℃,保温时间240min热处理获得σb≥660MPa,焊缝维氏硬度HV10≥183。
二、 T91/P91钢的发展背景与研究现状
20世纪 70年代美国在实验室改进原有的 9Crl-1Mo钢,80年代初确定改良型钢为 T91 /P91钢。接着 1983年 T91 /P91钢获美国 AS ME认可 , 80年代末德国从 F12钢转向使用 T91 /P91钢,90年代初日本大力推广 T91 /P91钢。目前世界主要生产锅炉管和大直径厚壁管的钢厂,均已完成了T91 /P91钢工业化生产研究。其中日本、德国、法国等国家的钢厂已向全世界供应 T91 /P91钢管。
到目前为止,国外进口的焊接材料主要品牌有:英国曼切特、日本神钢、美国阿克斯、瑞典伊萨、美国华盛顿、法国沙福、德国蒂森等。八十年代后期,我国也开始对P91的生产及焊接进行了初步的研究,并且取得一定进展,但与国外生产厂家相比还有一定的距离。经过20年多年对T91/P91钢的研究和开发,证明工作温度在550℃~650℃时,仍具有较好的综合性能,所以,在相等内径情况下,可显著减少钢管壁厚和重量。在550℃、25MPa压力下钢管壁厚及重量减少更为优良。由于壁厚及重量的减少,无论是钢管的支撑部件、装备总重量还是装备所占用的空间都大为减少,具有良好的经济性,因此,T91/P91钢在火力发电机组工件使用中具有非常宽广的应用前景。
目前,国内对T91/P91的研究主要集中在焊接工艺、焊接接头冲击韧性、焊接脆性、焊后热处理和焊接热影响区等方面。
1.T91/P91钢的焊接性
(1)裂纹倾向
在实际生产中,焊接过程中产生的裂纹是焊件安全工作过程中最大的隐患。P91钢具有较高的高温蠕变断裂强度,低的热膨胀性,良好的导热性,较好的加工性和抗氧化性能。但是P91钢是中高合金,合金元素总含量大于 13%,导致Ms点升高,使焊缝组织即使在空冷条件下也会得到马氏体,这说明该钢材的淬硬倾向大,冷裂纹敏感性强。当P91钢在不预热条件下进行焊接时,不论用手工电弧焊或钨极氩弧焊在焊接接头的表面或内部,产生裂纹的机率是100%,可以说 P91具有较大的冷裂纹倾向。冷裂纹产生的因素有三个:一是 P91钢属于空冷马氏体钢,在组织上有敏感性;二是在焊后的马氏体转变中,氢以过饱和状态残留在马氏体中,促使该区域进一步脆化;三是由于焊后的马氏体相变,使接头处的组织应力增大。这三个因素的共同作用,使 P91钢对冷裂纹较为敏感。因此 ,P91钢焊接时应采取相应的措施以减少焊接冷裂纹。但P91焊件具有较小的截面尺寸,有效地降低了焊件壁厚,减少了材料用量,同时相(2)减小裂纹产生措施
目前,国内 T91/P91钢的焊接一般采用全氩弧焊(针对T91)或氩弧焊打底手工电弧焊盖面,因此进口焊接材料主要是手工电焊条以及 TIG氩弧焊丝。一般的讲合金过渡方式能有效地减少焊接裂纹倾向,手工电弧焊用焊条使焊缝金属合金化有药皮过渡和焊芯过渡两种方式。目前,从国内进口的焊条来看,多采用药皮过渡,这种过渡方式存在合金过渡损失和焊缝脱渣困难两方面的问题,但这种将主要合金设计于药皮的焊条的最大优点是制造成本低廉,因此,在实际生产中仍在大量使用。采用钢芯过渡合金导致制造成本较高,但可以保证焊缝成分的均匀、可靠,减少合金元素的损失,更重要的是焊条的焊接工艺性能好。还有一个方面就是焊接实验过程中,焊接工艺的实验过程与现场实施存在的不同,因此应严格按有关标准制定焊接工艺,并确保工艺不折不扣地在现场实施。
(3)预热与焊后热处理
当预热温度提高到200℃~300℃时,就可避免冷裂纹的产生。但不能超过300℃,防止焊缝组织烧损和焊接缺陷的产生;焊后应及时进行高温回火热处理,防止产生冷裂纹。赵立通过实验研究了P91焊接过程中产生焊接弧坑的原因以及控制弧坑产生的过程,认为选用工艺性能好的焊材,控制焊缝成形,注意层间清理,打磨焊缝的收弧弧坑,均是避免 P91层间焊接裂纹产生的有效手段。
2.焊缝的冲击韧性与焊后处理
T91/P91马氏体钢的焊接技术,最近几年才在有关单位进行较深入的试验研究,在实际工程中P91钢厚壁管焊接接头存在常温冲击韧性低和冲击韧性分散度大的问题。
例如:P91钢厚壁管母材的冲击韧性一般能达到180J以上,而焊接接头的冲击韧性有时只有5J,远远低于母材,但经过焊后回火热处理焊接接头的冲击韧性可以得到改善。一些实验证明 T91 钢焊后热处理对焊缝及母材组织性能的影响,结果表明,在 740~780℃之间回火,焊缝硬度为 264~237HV,回火马氏体板条特征明显,可以获得优良的焊接接头性能;回火温度超过780℃,焊缝板条马氏体特征消失,母材回火索氏体中碳化物产生偏聚,硬度、塑性明显降低。贺振宇通过稳定焊接及热处理电源,采用小参数多层多道焊保证晶粒细化,控制升降温速度及道间温度并延长热处理保温时间可保证焊缝冲击韧性。
三、结语
总的来说,国内对 T91/P91钢焊接材料的研究和应用还处于由引进和消化吸收国外技术和产品向自主开发研制的过渡阶段,与工业发达国家相比,在产品质量的稳定性、产品的种类等方面尚存在很大的差距;焊接材料的生产和应用的规范化、标准化也有待加强;T91/P91异种钢焊接专用材料及相应的焊接工艺是电力生产中急需解决的现实课题;同时,随着以 T91/P91钢为基础成分的新的改良钢种的进入市场,相应的焊接材料的开发和焊接工艺的研究是必不可少的。
从现实国情出发,我们只能认真分析国外已开发的新材料的性能与成本,对使用材料进行复核试验,掌握其工艺及使用性能,通过进口钢材在锅炉上的使用,形成我国锅炉用钢系列,形成一定的标准,并促进冶金工业将先进的锅炉耐热钢国产化,以实际的工程施工需要为前提,满足我国电力行业现行标准规定。
相关产品推荐
-
 供应伊萨OK焊材供应商/伊萨OK焊材批发/伊萨OK焊材原装进口
供应伊萨OK焊材供应商/伊萨OK焊材批发/伊萨OK焊材原装进口
-
供应瑞典伊萨E7024电焊条 电焊条价格 焊条型号 高速钢焊条 材质
-
供应瑞典伊萨OKFemax38.65电焊条 LMA焊条价格 进口合金电焊条价格
-
 供应伊萨Pipeweld6010Plus纤维素焊条/伊萨Pipeweld6010Plus纤维素焊条厂
供应伊萨Pipeweld6010Plus纤维素焊条/伊萨Pipeweld6010Plus纤维素焊条厂
-
供应瑞典伊萨OKFemax33.80高速钢焊条 瑞典进口电焊条价格 焊条批发
-
供应瑞典伊萨E7028合金钢电焊条 健康合金焊条型号 合金焊条价格 材质
-
 供应瑞典伊萨E6010纤维素电焊条/瑞典伊萨E6010纤维素管线钢焊条
供应瑞典伊萨E6010纤维素电焊条/瑞典伊萨E6010纤维素管线钢焊条
-
供应瑞典伊萨OK55.00E7018电焊条 健康E7018-1电焊条型号 焊条价格 材质
-
供应瑞典伊萨OK53.70低合金钢焊条 进口电焊条价格 E7016-1焊条批发
-
供应OK53.04伊萨E7016电焊条 瑞典伊萨焊条批发 上海伊萨焊条价格 经销商