



厂商 :郑州华菱超硬材料有限公司销售二部
河南 郑州- 主营产品:
- 镗孔刀
- 机械加工车刀
- 机械加工用铣刀
车削淬火件用CBN刀头(bn-s20)
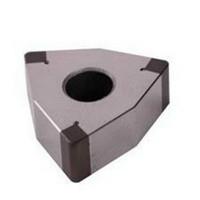
车加工淬火钢(沾火钢,淬火料,淬火件)的cbn刀具、立方氮化硼刀片----BN-H10牌号,BN-S20和BN-H20牌号,该三种牌号车刀能有力的提高加工效率,节约生产时间,减少生产成本,使断续切削得到解决。其中BN-H20材质是焊接式CBN刀具,吃刀量控制在0.3mm以内为好,可中等断续切削沾火钢,加工效率相比于欧系PCBN刀具不仅刀具寿命长而且单件工具费只有欧系品牌PCBN刀具的1/2。
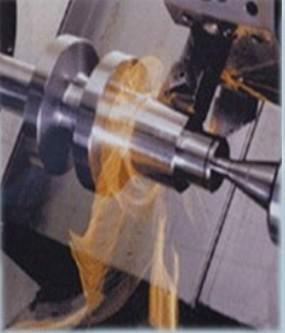
华菱超硬各牌号的CBN刀头车削淬火件案例如下:
(1)加工滚珠丝杠淬火件的CBN刀头:可选择华菱超硬立方氮化硼刀片BN-S20牌号,整体CBN刀片,切削参数:ap=4.5mm,Fr=0.10mm/r,Vc=90m/min抗冲击韧性好,加工沾火钢精度高,并且耐磨性好,不崩刀。

(2)加工齿轮淬火件的CBN刀头:精加工齿轮淬火件可选择华菱超硬CBN刀片BN-H10牌号和BN-H20牌号,立方氮化硼刀片BN-H10牌号适合连续切削,立方氮化硼刀片BN-H20牌号适合断续切削,共同点就在于吃刀深度控制在0.3mm以下,粗加工沾火钢齿轮,并且存在强断续切削时选择华菱超硬立方氮化硼刀片BN-S20牌号,属于非金属粘合剂整体聚晶立方氮化硼刀片,抗冲击韧性好并且耐磨,最后的失效方式是正常的后刀面磨损,而不是令人担心的崩刀。
(3)加工轴承淬火件的CBN刀头:轴承应用较为广泛,常用材料为GCr15,硬度HRC62,精加工沾火钢轴承选择华菱立方氮化硼刀片BN-H11牌号,高速切削,切削参数:ap=2.5mm,Fr=0.12mm/r,Vc=140m/min,一个刃口可加工12件,粗糙度达到0.8,即提高了加工效率,有节省了加工成本。
(4)加工模具淬火件的CBN刀头:硬度HRC65,选择华菱超硬立方氮化硼刀片BN-S200牌号,切削参数:ap=0.5mm,Fr=0.12mm/r每齿,Vc=130m/min。模具精度可达到Ra0.8,并节省的刀具费用。
还有加工沾火钢万向联轴节选择华菱超硬BN-H10牌号,高速加工同步器可选择华菱超硬BN-H10牌号和BN-H20牌号。
若您有任何的疑问,欢迎致电华菱超硬 销售部 高林
我们将以最规范化的流程响应,专业专注“量体裁衣”式服务,为客户创造的价值超越契约。








