厂商 :沧州鑫玖骏机械设备制造有限公司制造
河北 沧州市- 主营产品:
- 光氧催化净化器
- 等离子废气净化器
- 活性炭废气净化器
1、安装外形尺寸:8500mm×1400mm×1200mm. 全套流水线全长:13000mm-17000mm
2、轧制范围:h距离是80-300mm,b距离是40-80mm,c距离是10-20mm ,t轧制板厚:2 mm-3mm
3、中板厚度18mm 咬口式半垫(隔套型号5-60mm)
4、大架350工字钢,外调试换型号,2寸链条链轮传动
5、轧辊轮子采用轴承钢材质,加工后真空淬火处理,加强辊轮的硬度和耐磨度.
6、主轴45#钢,轴身加工后尺寸¢80mm
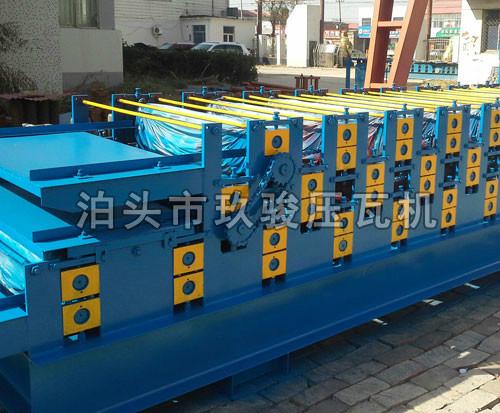
7、主机12排轴主压成型,另外中间增加1对微调C型钢腰高侧辊,出料口增加1对微调C型钢侧弯对辊,及加一排调直轴(确保调试更方便,快捷)
8、本机入料部分7轴校平,4道侧轮定位可最大限度控制不跑偏.成型部分为浙江精工式侧轮旋转成型,成型效果好,可以减少轧辊轮子和C型钢原料的摩擦力,调试方便快捷.
9、电控系统:精高度电脑控制柜一台,全机采用工业电脑PLC控制 (三晶变频器)
10、主机动力8#15KW行星摆线减速机,
11、主电机功率15kw,液压泵站系统功率:4kw,飞锯剪切功率:15kw
12、工作速度:7000-10000mm/min
13、液压站压力:10-12Mpa
14、整机总重量:5500kg
15、随机赠送的附件有:承重三吨的上料机一套,成品接料台一个,手动扳手1个及部分易损件
加工流程:放料——校平——压型——冲孔——剪切。
带钢从设备的尾部送入,经过各种压辊压制成C型钢从头部送出.经过逐步改进生产工艺,最终实现了全工艺过程自动控制,飞跃性地提高了生产效率,增加了客户设备的技术含量和附加值.改进过程分三步完成.第一步改进,增加长度测量装置和飞锯,当压制长度达到设定的长度时飞锯动作,自动切断型材.第二步改进,加一台打边孔的液压冲孔设备,一次同时冲四个孔,飞锯从中间切断,这样就形成了相邻两段C型钢的头、尾各两个边孔.第三步改进,再增加一台打中孔的设备,在带钢压制过程中按用户设定的间距冲出中孔,最大可以打16个中孔.第四步改进,针对新型C型钢要求在型材中部打出双孔的要求,将边孔4孔冲孔模具改为2孔模具,修改打边孔的程序,使得边孔冲压设备能够在中部打出双孔,并且孔距由用户设定,最大可以打8组双孔.这样就可以满足所有C型钢的要求了.
C型钢机里的飞锯与扭断区别:
液压扭断C型钢(模具扭断冲孔型)经该机辊轧的C型檩条成品具有良好的抗弯抗压性能,平直度好、全自动定长切割无噪音、自动冲孔、自动化程度高,安装快捷方便。产品可作为大中型工业民用建筑的主体受力结构(缺点:各种型号模具匹配切割,换型号就换磨具,时间大约需要1小时。)
全自动飞锯冲孔C型钢机经济实用,经该机辊轧的C型檩条成品具有良好的抗弯抗压性能,平直度好、全自动定长,可以随意切割60-300的任意型号的成品,操作简单,出成品率高。(缺点:切割时噪音大,不适合小区周边生产)
液压自动冲孔扭断C型钢机技术参数:
设备尺寸:8500mm×1600mm×1200mm
加工流水线所需长度:18000-20000mm
轧制范围:宽度60-300mm 高度40-80mm
钢带厚度:2 mm-3mm
设备总重量:5500kg
电控系统:全机采用工业电脑PLC控制
主机功率11kw,液压油缸功率:15kw
工作速度:3000-5000mm/min
液压站压力:10-12Mpa
成型道次:12排
模具:随机自选五种型号
注:液压自动扭断冲孔C型檩条成型机是一套可生产多种规格C型檩条成品的单卷成型机组。该机主要由被动装料架、整平装置、冲孔装置、成型后切断装置、液压站、电脑控制系统等。本机采用自动冲孔、自动剪板,等特点。