



厂商 :深圳市微纳精密机械有限公司
四川 成都市- 主营产品:
- 铸件打磨设备
- 机器人自动打磨
1.应用范围:打磨铸铁件、铝合金件飞边、去毛刺、抛光、披风和冒口。
2.产品优势
1) 操作简单、易学易用;
2) 自适应调节进给速度;
3) 主轴浮动适应零件误差;
4) 专用磨具、使用寿命长;
5) 使用成本低。
6)有效地利用时间,24小时不间断工作,提高加工效率。
7)降低粉尘和噪音对人身体的伤害。
3.标准配置:KR210-2机器人、高速磨削主轴、低速磨削主轴、交换工作台、气动夹持装置、操作台、控制软件、砂轮、砌割片。
|
产品型号 |
GZZ-ZT-210 |
|
低速磨削主轴 |
GL-8K |
|
高速磨削主轴 |
GH-28K |
|
交换工作台 |
JH-200 |
|
气动夹持装置 |
QJ-100 |
|
操作台 |
CJT-00 |
|
控制软件 |
标配 |
|
砂轮 |
GD50/GD24 |
|
切割片 |
GD300-4/GD300-10 |
|
应用范围 |
铸铁毛刺打磨 |
|
机器人 |
KR210-2 |
|
GL-8K |
GH-28K |
||
|
名称 |
详细参数 |
名称 |
详细参数 |
|
型号 |
GL-8K |
型号 |
GH-28 |
|
额定功率 |
5.5KW |
额定功率 |
3Kw |
|
额定转速 |
8000rpm |
额定转速 |
24000rpm |
|
砂轮直径 |
300mm |
冷却方式 |
恒温主动温控 |
|
浮动行程 |
30mm |
最大偏移行程 |
30mm |
GL-8K可配备φ300mm砂轮以及φ300mm切割片;GH-28K可配备φ24mm、φ50mm砂轮。特制砂轮、使用寿命长。
机器人打磨铸件设备中使用自适应 调节,能打磨各种形状奇特的铸件.可根据零件的形状进行编程,打磨出来的零件较人工打磨出来的整齐、均匀。
可根据客户需求情况增加相应的动力主轴和控制模块;本系统免费为客户提供2套零件的加工工艺解决方案。
4、打磨过程:
可根据客户的零件设计相应的夹具,根据零件的加工工艺更换适合磨削主轴和刀具,针对零件的加工过程对库卡机器人的程序进行编程。下面例举一个链轮打磨的操作流程。
本设备的运动过程是:机器人夹持工件→工件靠近磨削主轴→打磨工件→完成工件加工→放入成品框→进行下一个工件的打磨。
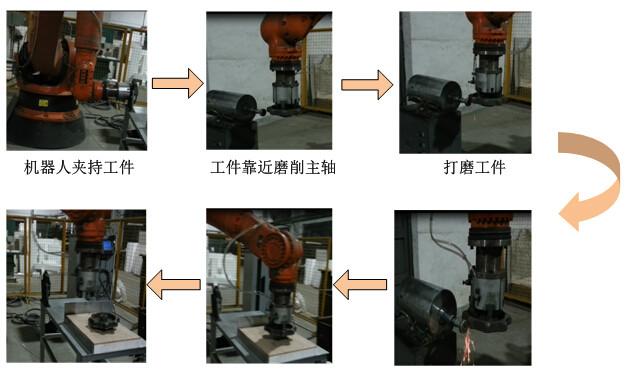
图7 机器人打磨工作站操作流程图
机器人打磨工作站可以根据客户需求情况增加相应的动力主轴和控制模块,本系统免费为客户提供2套零件的加工工艺解决方案。
5、产品优势
1) 操作简单、易学易用;
2) 自适应调节进给速度;
3) 主轴浮动适应零件误差;
4) 专用磨具、使用寿命长;
5) 使用成本低。
6)有效地利用时间,24小时不间断工作,提高加工效率。
7)降低粉尘和噪音对人身体的伤害。
6、打磨产品展示
机器人打磨工作站是很多工作人员精心研究的成果,在众多的零件的打磨中,效果良好。部分打磨产品展示如下图所示:
图8 铸铁件打磨前后对比图
对于简单的零件,对于机器人打磨工作站的要求相对来说比较低,打磨的工序比较简单。打磨出来的产品整齐、均匀,效果比较理想。

图9 齿轮室打磨前后对比图
齿轮室是铸造出来的,一般产品允许一定高度的毛刺存在。如图9所示铸造出来的齿轮室的端面上有很多参差不齐的毛刺,这些毛刺对以后的生产加工存在隐患需要去除。图9是通过机器人打磨工作站使用磨削主轴打磨出来的产品的对比图,打磨的效果非常明显,能够有效地去除毛刺,并且打磨的表面光滑、均匀,适宜进一步对零件进行加工。

图10 链轮打磨前后对比图
压铸件一般会在分型面上面出现金属薄片如图10所示,它不仅会影响产品的尺寸、装配精度,还会严重影响产品的外观,图片中的效果是采用机器人打磨工作站打磨,打磨出来的产品不仅符合产品规格,而且外观美观。

图11 飞轮壳打磨前后对比图
飞轮壳安装于发动机与变速箱之间,外接曲轴箱、起动机、油底壳,内置飞轮总成,起到连接机体、防护和载体的作用,飞轮壳的毛刺对后续的加工组装存在影响。采用机器人打磨工作站对其进行打磨,打磨出来的产品(如图11所示)能够有效去除毛刺,打磨出来的端面光滑、平整。





