



厂商 :深圳市新金研涂装设备有限公司
广东 深圳- 主营产品:
- 高效自动筛粉机
- 静电喷粉枪
- 粉末回收滤芯
深圳新金研涂装设备有限公专业生产和制造:红外线燃烧器(瓦斯炉头)、中邦气化炉、点火器、火排、点火针、减压阀、喷火枪、筛粉机、往复机、爆炸头、旋转翼、脉冲电磁阀、滤芯、高温油、链条、加油机、粉体、液体静电喷枪,各种进口、国产喷枪 。
配件、维修、保养以及喷涂流水线、烤炉、喷粉房、水帘柜、隧道炉、吊空线等周边配件,工程咨询、设计、施工。
一流的服务,精湛的技术,优质廉价的产品,真诚与您合作。
一、热能系列
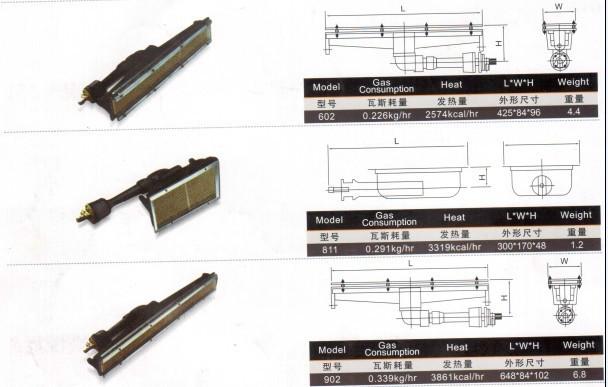
1、日本正英(SH系列)、台湾火王(HWP系列)瓦斯红外线燃烧器(型号:2602/2402/2002/1602/802/602/402/401等);
2、三系列点火控制器、电磁阀、点火针、大小铜头、铜管;
3、煤气减压阀、汽化炉、微压表、高压表、中压表、高压软管;
4、专业订制全自动控制式电箱;
5、瓦斯燃烧机、柴油燃烧机。
6、HYA-80型喷火枪。
二、喷涂系列、过筛设备
1、手动静电粉体喷枪、不锈钢粉桶、粉泵、纹氏管、喷嘴、高压包、静电针、筛粉机、爆炸头,旋转翼;
2、手动静电液体喷枪、气动双隔膜油泵、压力桶。
3、HYB-400/500型振动筛粉机。
三、输送系列
1、链条类:标准型、水平轮重型、垂直轮重型、特重型;
2、轨道类:直轨、水平弯头、升降组、转盘弯头、检查轨等特殊弯头;
3、传动类:履带式传动座、牛背式传动座;
4、张紧类:重垂式调整座、弹簧式调整座;
5、吊具类:十字圆盘吊具、十字吊具、Y型吊具、培林吊具、齿轮吊具等各种特殊吊具;
6、润滑:(台湾)全自动加油机、自动加油杯、手动加油杯及高温链条油。
四、涂装设备系列
1、红外线燃烧器烤箱、电烤箱、隧道式烘干炉、燃木柴、煤式烘干炉、桥式烤炉、自动线烤炉;
2、简易喷粉房(回收柜)、双工位喷粉房、滤芯、喷粉房自动反冲电路板、脉冲电磁阀、水濂柜;
3、浸入式前处理设备、喷淋式前处理设备、吊空线喷粉设备、吊空线喷油设备、皮带线。
台湾YC-90元麒新型手持液体静电喷枪是目前市面上最广泛使用的液体喷枪;元麒静电喷枪符合现有的市场价格优势;喷枪对涂料参数要求简单,对工件包覆均匀,操作方便。标准配置:静电主机壹台、喷枪壹支(含涂料管、静电线、空气管、喷嘴)、气动隔膜泵浦壹台。 喷枪卖点及优点:
1、喷枪重量仅有470克,为世界上最轻的喷枪。
2、依人体工学设计,轻巧,好握,顺手好操作。长时间作业,不容易觉得疲劳。
3、喷幅调整阀置于喷枪的左侧,让使用者好操作。
4、采用新型专利字号75875高雾化喷嘴,可提高生产力及满足高品质涂装表面的要求。
5、撞针及阀座采用耐磨钨钢,可延长使用寿命。
6、枪身采用耐高压电的材质。手把采用低阻抗的复合材料。枪身结构较一般设计长1公分,有效减少涂料回包现象。
7、安全电路设计,操作错误或发生异常电压、电流时,电路保护系统会快速自动断电、放电及蜂鸣器示警。提高操作安全性。
8、故障率低,维修零件便宜,维修更换零件简单。
用途 车辆汽车机身、汽车零件、树脂成型部品 电机配电盘、控制盘、空调设备、OA设备、家电产品 建材、家具 办公设备、钢制家具、窗框、围墙、建材板类 机械建材机械、工业机械、产业机械 其他 金属产品全部、镀金产品、木工产品等。
技术参数:涂料压力 1~1.5 kg/cm2 空气压力 2.5~3 kg/cm2 出力电压 40~60 KV 涂件距离 10~15 cm 断电电流 50 u A 。
如需了解更多,请致新金研配件部,我们将以专业的技术支持和热情的服务为您提供专业的免费咨询。









 涂装流水线的七大组成部分主要包括:前处理设备、喷粉系统、喷漆设备、烘炉、热源系统、电控系统、悬挂输送链等。
涂装流水线的七大组成部分主要包括:前处理设备、喷粉系统、喷漆设备、烘炉、热源系统、电控系统、悬挂输送链等。
喷淋式多工位前处理机组是表面处理常用的设备,其原
涂装流水线
理是利用机械冲刷加速化学反应来完成除油、磷化、水洗等工艺过程。钢件喷淋式前处理的典型工艺是:预脱脂、脱脂、水洗、水洗、表调、磷化、水洗、水洗、纯水洗。前处理还可采用抛丸清理机,适用于结构简单、锈蚀严重、无油或少油的钢件。且无水质污染。
喷粉系统
粉体喷涂中的小旋风+滤芯回收装置是较先进,换色较快的粉末回收装置。喷粉系统的关键部分建议选用进口产品,喷粉室、电动机械升降机等部件全部国产化。
喷漆设备
如油淋式喷漆室、水帘式喷漆室,可广泛运用于自行车、汽车钢板弹簧、大型装载机的表面涂装。
烘炉
烘炉是涂装生产线中的重要设备之一,它的温度均匀性是保证涂层质量的重要指标。烘炉的加热方式有:辐射、热风循环及辐射+热风循环等,根据生产纲领可分单室和通过式等,设备形式有直通式和桥式。热风循环烘炉保温性好、炉内温度均匀、热损失少,经测试,炉内温差小于±3oC,可达到先进国家同类产品的性能指标。
热源系统
热风循环是应用较普遍的加热方式,它利用对流传导原理对烘炉进行加热,达到工件的干燥和固化。热源可根据用户的具体情况选择:电、蒸汽、燃气或燃油等。热源箱可根据烘炉的情况而定:置于顶部、底部和侧部。
电控系统
涂装、涂装流水线电气控制有集中和单列控制。集中控制能采用可编程序控制器(PLC)来控制主机,根据编制的控制程序对各工序进行自动控制,数据采集和监视报警。单列控制是涂装生产线中最常用的控制方式,各个工序单列控制,电控箱(柜)设置在设备附近,造价低、操作直观、维修方便。
悬挂输送链
悬输机是工业流水线、涂装线的输送系统,积放式悬输机应用于L=10-14M的仓储货架和异型路灯合金钢管涂装线。工件吊装在专用挂具上(承重达500-600KG),进出道岔平滑,道岔根据工作指令由电气控制进行开合,满足工件在各处理工位的自动输送,在强冷室、下件区域内平行积放冷却,并在强冷区域设挂具识别和牵引报警停机装置。
2应用特点
编辑
涂装流水线设备适用于工件表面的喷漆、喷塑处理,多用于单件或小批量工件的涂装作业,配合悬挂输送机、电轨小车、地面输送机等运送机械形成运输作业。
工程工艺布置:
1、喷塑线:上输送链——喷塑——烘干(10min、180℃-220℃)——冷却——下件
2、喷漆线:上输送链——静电除尘——底漆——流平——面漆——流平——烘干(30min、80℃)——冷却——下件
3常见问题
编辑
订购涂装流水线设备时,应该提供哪些资料及参数?
1、整机产品最大折合工件规格:长、宽、高、重量;
2、产品原材料名称、材料厚度、吊挂方式;
3、年产量、年工作日、日工作小时为多少?
4、表面有无油污;
5、表面有无锈蚀;
6、拟采用之涂装工艺为喷粉、喷漆或浸漆、阴极电泳、阳极电泳等;
7、工件需喷何种颜色、换色周期、漆膜厚度及涂料种类;
8、生产形式:自动式/间歇式;
9、拟配给涂装能源概况:电力(KW)、蒸汽(T/h)、自来水(T/h)、压缩空气(M3/min)、热能为燃油或燃气形式;
10、厂房可使用实际面积及有效高度。
4工艺流程
编辑
涂装生产线工艺流程分为:前处理、喷粉涂装、加热固化。
涂装生产线前处理工段的生产
前处理有手动简易工艺和自动前处理工艺,后者又分自动喷淋和自动浸喷两种工艺。工件在喷粉之前必须进行表面处理去油去锈。在这一工段所用药液较多,主要有除锈剂、除油剂、表调剂、磷化剂等等。
在涂装生产线前处理工段或车间,第一要注意的就是制定必要的强酸强碱购买、运输、保管和使用制度,给工人提供必要的保护着装,安全可靠的盛装、搬运、配置器具,以及制定万一发生事故时的紧急处理措施、抢救办法。其次,在涂装生产线前处理工段,由于存在一定量的废气、废液等三废物质,所以在环保措施方面,必须配置抽气排气、排液和三废处理装置。
前处理过的工件质量,由于前处理液及涂装生产线工艺流程不尽相同,其质量当有差异。处理较好的工件,表面油、锈去尽,为了防止短时间内再次生锈,一般应在前处理后几道工序,进行磷化或钝化处理:在喷粉前,还应将已磷化的工件进行干燥,去其表面水分。小批量单件生产,一般采用自然晾干、晒干、风干。而对于大批量之流水作业,一般采取低温烘干,采用烘箱或烘道。
喷粉涂装的组织生产
对于小批量工件,一般采取手动喷粉装置,而对于大批量工件,一般采用手动或自动喷粉装置。无论是手动喷粉或自动喷粉,把住质量关是非常重要的。要确保被喷工件着粉均匀、厚度一致,防止薄喷、漏喷、擦落等缺陷。
在涂装生产线引这一工序,还应注意工件之挂钩部分,在进入固化之前,应尽可能将附着其上的粉末吹掉,防止挂钩上之多余粉末固化,有的对固化前去掉余粉确有困难时,应及时剥离挂钩上已固化之粉膜,从而确保挂钩导电良好,以利下批工件易于着粉。
涂装生产线固化工序生产
这一工序应注意的事项有:喷好的工件,如果是小批量单件生产,进固化炉前注意防止碰落粉末,如有擦粉现象,应及时补喷粉末。烘烤时严格工艺及温度、时间控制,切实注意防止色差、过烘或时间过短造成固化不足。
对于大批量自动输送的工件,在进烘道前同样要仔细检查是否漏喷、喷薄或局部擦粉现象,如发现不合格件,应把好关防止进入烘道,尽可能取下重喷。如个别工件因薄喷不合格,在固化出烘道后可以重喷再次固化。
所谓涂装即指对金属和非金属表面覆盖保护层或装饰层。涂装流水线经历了由手工到生产线、到自动生产线的发展过程,自动化的程度越来越高,所以涂装生产线的应用也越来越广泛,并深入到国民经济的多个领域。















