



厂商 :济南力拓信息技术有限公司
山东 济南市- 主营产品:
- 计算机软
- 硬件开发
- 批发
振动时效的工艺分析
由上述的振动时效工艺的现状可以看出:用盲目的全自动振动时效工艺对工件时效处理是伪w科学的,这不仅不能使工件达到时效目的,还会因此出现严重的后果,造成工件开裂,振动时效设备厂家,甚至机毁人亡。
那么,什么样的振动时效工艺才是科学的呢?
首先,应在时效前分析工件的残余应力分布情况,振动时效工艺,形位精度要求,以及今后的工作载荷和可能失效的原因等,制订合理的振动时效工艺,确定时效路线及重点时效部位。
1. 形位精度分析:
根据工件直线度、圆柱度、平面度、同轴度、对称度等,无锡振动时效,应采取不同的激振力,选用不同的振型。
2. 共振频率分析:
根据工件强度、刚性、批量选择不同支撑方式或采用振动平台进行处理。
3. 振型分析:
不同的频率对应不同的振型,不同的振型对应不同动应力场。
4. 工作载荷: 针对工件今后的工作变形状况,应重点消除工况状态工件载荷较大部位的残余应力,选用与之相对应的振型进行时效处理。
哈尔滨振动时效厂家 振动时效设备
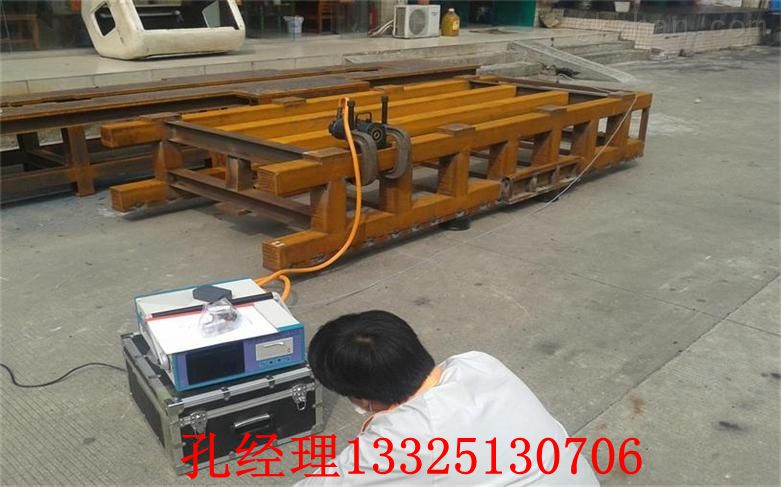

振动时效设备的安装
1.激振器
激振器是振动时效的激振源,其安装的位置对于振动尤为重要。
激振器一般安装在工件的端,角部位,要求安装位置要平整光滑,刚性要比较大。
对于平面的要求是因为激振器固定在工件上以后,如果不平,在振动过程中可能造成激
振器的偏部分变形,进面导致轴承发热损坏
对于刚性的要求是因为,如果安装点刚性不够,则可能出现激振器本身自振的现象,
也就是激振器自身振动很大,但激振器产生的振动源并没有传递到工件其他部位。
激振器的常规的安装位置.
激振器安装好以后,用专用电缆将激振器与控制主机连接起来。在连接时注意首先
要将航空插座上的定位销对准插[],然后旋紧,需要注意的是在插拔航空插座时,务必
轻拿轻放,以免损坏,因为航空插座是铸铝的材料,比较脆,要防止摔,压,砸。另外
平时工作结束后,电缆与激振器连接端ZUI好不要拆下,电缆可以和激振器把手固定(但
电缆与把手之间要间隔柔软且耐磨的材料),以提高电缆的使用寿命。
差加速度传感器
加速度传感器是和安装磁座配合使用的,通过安装磁座吸在工件表面。传感器一般
安装在工件远离激振器的振幅较大(波峰)处。
加速度传感器有两点需要注意的:一是方向性,加速度传感器的安装而要和振动方
向垂直安装,古则检测不到振动;其次安装的位置,传感器要安装在远离激振器且振幅
较大处,也就是要安装在共振时的波峰位置,如果安装在振幅较小出处即波谷处的话,
在找共振点时就会出现漏抻共振频率的可能性“
振动时效
在进入振动时效时,第一步需要做的是,选择合适的激振力,也就是调整合适的偏
心角度。在调偏心角度的时候,要遵循从小到大的原则,也就是先根据丁件的结构,刚
性,重量等综合情况,根据自己的经验,先调整一个相对保守的角度,进行试振,根据
试振的情况决定角度是否合适,需要加大还是减小,直至调到相对合适的激振力,进行
如下图梁形工件(a)扫描得a-n間线如图(b),根据科学振动时效原理,进行振型分析后由图
(c)(d)显然可见.共振频率nl可重点消除A区应九n2可重点消除B区应力。反之,计对有效工艺
哈尔滨振动时效厂家 振动时效设备






